




1.6587 - EN UN COUP D'ŒIL
Quel type d'acier est le 1.6587 ?
Le 1.6587 est un acier de cémentation allié au CrNiMo, il est utilisé pour les pièces soumises aux plus fortes contraintes et qui nécessitent une haute résistance à cœur et une haute ténacité. Le 1.6587 peut être durci par trempe superficielle et à cœur. Lors de la trempe superficielle, il atteint une dureté de cémentation d’environ 58 – 60 HRC.
Caractéristiques techniques
Le 1.6587, un acier de cémentation allié au CrNiMo, est utilisé pour les pièces soumises à des contraintes importantes.
- acier de cémentation
- acier de construction noble
- durcissable à cœur et en couche superficielle
- nitruable
- bonne usinabilité
- bonne ténacité
- difficilement soudable
- peut être cémentée
Applications Possibles
La nuance 1.6587 est utilisée pour les pièces d’engrenage soumises à des contraintes importantes.
- arbres
- éléments d’engrenage
- roues dentées
- couronnes
- pignongs d’entraînement
1.6587 Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Mo | Ni |
|---|---|---|---|---|---|---|---|
| 0,15 - 0,21 | 0,0 - 0,4 | 0,5 - 0,9 | 0,0 - 0,025 | 0,0 - 0,035 | 1,5 - 1,8 | 0,25 - 0,35 | 1,4 - 1,7 |
Dénomination chimique:
18CrNiMo7-6
Dureté d’utilisation:
ca. 58-60 HRC
Dureté à la livraison:
max. 229 HB
1.6587 PROPRIÉTÉS PHYSIQUES
À quel groupe d'acier appartient le 1.6587 ?
- Acier de cémentation
- Acier de construction
Le 1.6587 est-il un acier inoxydable ?
Pour être classé comme acier inoxydable, un matériau doit contenir au moins 10,5 % de chrome. Avec une teneur comprise entre 1,5 et 1,8 %, le 1.6587 n’est donc pas un acier inoxydable au sens classique du terme.
Le 1.6587 est-il résistant à la corrosion ?
La résistance à la corrosion d’un acier commence à partir d’une teneur de 10,5 % de chrome. Avec une teneur de 1,5 à 1,8 % de chrome, le 1.6587 n’est donc pas résistant à la corrosion.
Le 1.6587 est-il magnétisable ?
En tant que matériau ferromagnétique, le 1.6587 est magnétisable et peut être fixé sur des plaques magnétiques pour des opérations d’usinage telles que le fraisage, le meulage et l’érosion.
1.6587 Résistance à l'usure
Sur une échelle où 1 est faible et 6 élevé, le 1.6587 obtient un 5 pour sa résistance à l’usure.
1.6587 CARACTÉRISTIQUES TECHNIQUES
Le 1.6587 est-il un acier à couteaux ?
Le 1.6587 ne convient pas aux couteaux. Sa teneur en carbone n’est par exemple pas suffisamment élevée pour atteindre la dureté et la tenue de coupe requises.
1.6587 Dureté de travail
La dureté de travail de l’acier inoxydable 1.6587 est d’environ 58 à 60 HRC.
1.6587 Densité de l'acier
En règle générale, la densité de l’acier de cémentation 1.6587 à température ambiante est de 7,8 g/cm3.
1.6587 Résistance à la traction
La résistance à la traction du 1.6587 est d’environ 770 N/mm2. Pour obtenir ces résultats, un essai de traction est réalisé afin de déterminer la force nécessaire pour étirer ou déformer un échantillon avant qu’il ne se rompe.
1.6587 Limite d'élasticité
Limite d’élasticité
Dimension
Valeur
<= 11 mm
>= 835 MPa
<= 30 mm
>= 755 MPa
<= 63 mm
>= 685 MPa
1.6587 Usinabilité
Sur une échelle où 1 est faible et 6 élevé, l’acier inoxydable 1.6587 obtient un 5 pour son usinabilité.
1.6587 Conductivité thermique
La conductivité thermique du 1.6587 est de 39,8 W/(m*K) à température ambiante.
1.6587 Capacité thermique spécifique
Ce diagramme montre dans quelle mesure le 1.6587 peut se dilater ou se contracter lorsque les températures changent. Cela peut être très important lorsque l’on travaille avec des températures élevées ou des variations de température importantes.
Coefficient moyen de dilatation thermique
Valeur 10-6m/(m*K)
À une température de
11,5
20 – 100 °C
12,5
20 – 200 °C
13,3
20 – 300 °C
13,9
20 – 350 °C
1.6587 Spezifische Wärmekapazität
La capacité thermique spécifique du 1.6587 est de 0,43 J/g-°C à température ambiante. Cette valeur indique la quantité de chaleur nécessaire pour réchauffer d’un kelvin une quantité donnée de matériau.
1.6587 Résistance électrique spécifique
La constante du matériau dépendant de la température (résistance spécifique) est indiquée dans le tableau suivant. La conductivité électrique est la valeur inverse de la résistance spécifique.
Résistance électrique spécifique
Valeur (Ohm*mm²)/m
À une température de
0,12
20 °C
MADE OF «STYLE»

1.6587 PROCÉDÉ
1.6587 Traitement thermique
Le traitement thermique permet de définir les propriétés des matériaux. Il doit donc toujours être effectué avec précaution. Il permet de définir des propriétés telles que la résistance, la ténacité, la dureté de surface et la résistance à la température, qui peuvent à leur tour prolonger/améliorer la durée de vie des pièces, des outils et des composants.
Le traitement thermique comprend le recuit de mise en solution, le recuit d’adoucissement, la normalisation, le recuit de détente, mais aussi le revenu, le durcissement, le refroidissement et la trempe.
1.6587 Recuit d'adoucissement
Pour le recuit d’adoucissement, le matériau 1.6587 est chauffé uniformément à une température comprise entre 650 et 700 °C, puis refroidi dans de l’huile ou un polymère.
1.6587 Recuit intermédiaire
Pour le recuit intermédiaire, ce matériau est chauffé uniformément à une température comprise entre 630 et 650 °C, puis refroidi dans de l’huile ou du polymère.
1.6587 Revenu
Le revenu de ce matériau doit être effectué rapidement après le durcissement afin d’éviter la formation de fissures. La température de revenu dépend de la dureté de surface souhaitée.
Le matériau 1.6587 est chauffé à une température de 150 à 200 °C pour le revenu, maintenu à cette température pendant au moins 1 heure, puis refroidi à l’air.
1.6587 Durcissement (durcissement à cœur)
Pour le durcissement à cœur, le 1.6587 est chauffé à une température comprise entre 830 et 870 °C, puis refroidi.
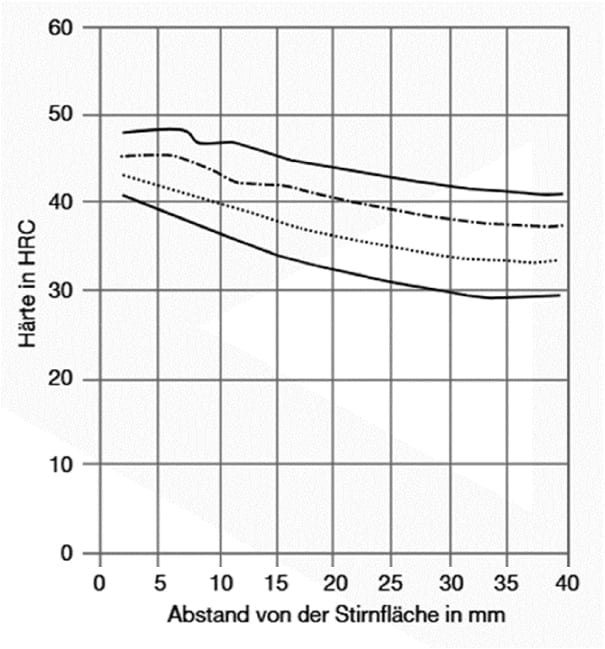
1.6587 Durcissement (Durcissement superficiel)
Pour le durcissement superficiel, le 1.6587 est chauffé à une température comprise entre 780 et 820 °C, puis refroidi.
1.6587 Refroidissement
Le refroidissement peut être effectué après le durcissement du noyau et de la couche superficielle dans les milieux suivants :
- Huile
- Polymère
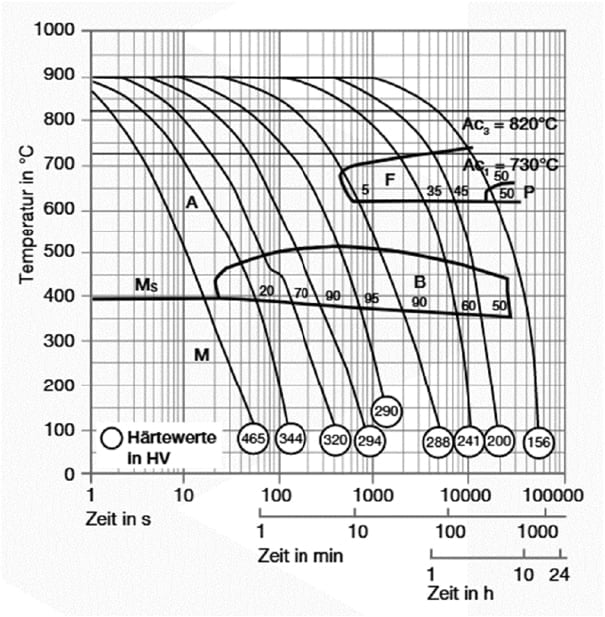
1.6587 Diagramme ZTU continu
Ce diagramme montre les micro-changements au fil du temps à différentes températures. Ceux-ci sont importants pour le traitement thermique, car ils fournissent des informations sur les conditions optimales pour des processus tels que le durcissement, le recuit et la normalisation.
1.6587 TRAITEMENT DE SURFACE
1.6587 Nitruration
Lors de la nitruration, l’azote diffuse dans la surface de l’acier et lui confère une surface plus dure et résistante à l’usure. Cela peut améliorer la durée de vie et la résistance à la corrosion.
1.6587 Carbonitruration
Ce procédé permet à l’azote et au carbone de se diffuser dans la surface du métal, ce qui lui confère une dureté et une résistance à l’usure accrues.
1.6587 Cémentation
Lors de la cémentation, le carbone diffuse dans la surface du matériau, ce qui confère à celle-ci une dureté et une résistance à l’usure accrues.
1.6587 Durcissement par induction (durcissement superficiel)
Le durcissement par induction est un chauffage rapide, ponctuel et ciblé de la surface d’une pièce. La surface est chauffée par induction (tension électrique alternative) grâce à la résistance électrique du matériau.
Différents inducteurs permettent de chauffer la surface du matériau de manière ciblée et ainsi de durcir des zones spécifiques de la pièce. Il est ainsi possible de durcir des zones fortement sollicitées, mais aussi des géométries complexes.
Après le durcissement par induction, le matériau est directement refroidi.
1.6587 Phosphatation
Dans ce procédé, une solution de phosphate est pulvérisée sur le composant ou celui-ci est plongé dans une solution de phosphate. La couche de phosphate ainsi formée sur le composant améliore la résistance à la corrosion et peut également servir de base à un autre revêtement, tel que la peinture.
1.6587 Procédé PVD
Lors du traitement PVD (dépôt physique en phase vapeur), une fine couche est appliquée à la surface du matériau. Cette couche dure appliquée en fine couche confère au matériau un revêtement résistant à l’usure.
1.6587 TRAITEMENT
1.6587 Érosion
En général, un matériau est érodé afin de fabriquer des pièces à partir d’un seul bloc. L’érosion peut être utilisée pour fabriquer des matrices ou des formes plus complexes. Il existe différentes méthodes d’érosion pour différents matériaux, telles que l’érosion par fil, l’érosion par étincelage ou l’érosion par enfonçage.
1.6587 Forgeage
Le 1.6587 est forgé à une température comprise entre 850 et 1100 °C et ce processus ne doit pas être poursuivi à une température inférieure à 850 °C.
Une fois le processus de forgeage terminé, un refroidissement lent et contrôlé est effectué dans le four ou dans d’autres milieux favorisant un refroidissement lent. Un refroidissement lent permet d’éviter l’apparition de tensions ou de fissures.
1.6587 Soudage
Le matériau 1.6587 est généralement difficile à souder.
















