





1.2709 ESR - EN UN COUP D'ŒIL
Quel type d'acier est le 1.2709 ESR ?
L’acier à outils 1.2709 ESR est un acier à outils à durcissement à la martensite fortement allié avec une haute ténacité, il a peu distorsion avec une haute dureté et résistance. Le 1.2709 ESR peut être facilement usiné à l’état recuit et trempé. Comme acier ESR (procédé de refusion sous laitier électroconducteur), le 1.2709 ESR a une structure plus homogène et plus pure. Il a une haute limite d’élasticité, ainsi qu’une haute résistance à la traction, permettant de l’utiliser dans de nombreuses industries différentes.
Caractéristiques techniques
L’acier fortement allié 1.2709 ESR peut être utilisé dans de nombreux secteurs industriels différents grâce à ses propriétés positives. La combinaison de la dureté, de la résistance à l’usure et de la ténacité donne à cette nuance d’acier une bonne performance et une bonne durée de vie, ce qui est particulièrement nécessaire dans l’industrie automobile et aéronautique, mais aussi dans la fabrication de moules. Dans ces industries, les pièces et les outils doivent résister à de fortes contraintes.
• acier à outils
• durcisseur par précipitation
• haute résistance
• très bonne ténacité
• haut limite d’élasticité
• haute résistance à la traction
• peu de variations dimensionnelles
• peu de distorsion
Applications possibles
L’acier à outils 1.2709 ESR est utilisé dans de nombreuses industries pour diverses applications. Voici quelques exemples où l’acier 1.2709 ESR peut être utilisé.
Dans la fabrication de moules, il est utilisé pour les outils de moulage par injection nécessaires à la production de pièces moulées par injection. Dans l’industrie automobile et l’aérospatiale, ce matériau est utilisé pour le formage de tôles ou la découpe d’autres matériaux. Grâce à sa haute résistance à l’usure, il est généralement utilisé dans la fabrication d’outils en mécanique. Grâce à sa résistance à l’usure, sa ténacité et son usinabilité, il est possible de fabriquer des outils qui résistent à de hautes charges, à des ruptures et à des fissures, ce qui permet de prolonger la durée de vie des outils.
• poinçons de presse
• poinçons de choc à froid
• poinçons à engrenage
• outils de frappe à froid
• matrices de presse
• matrices de presse à chaud
• outils de presse à chaud
• porte-outils
• poimçons de coupe
• moules de coulée sous pression (pour des métaux légers)
• moules pour matières plastiques
• armatures
• usinage de métaux légers
• lames de cisailles
• embouchures
• broches de distribution
• noyaux
• curseurs
1.2709 ESR Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Mo | Ni | Ti | Co |
|---|---|---|---|---|---|---|---|---|---|
| 0,0 - 0,03 | 0,0 - 0,1 | 0,0 - 0,15 | 0,0 - 0,01 | 0,0 - 0,01 | 0,0 - 0,25 | 4,5 - 5,2 | 17,0 - 19,0 | 0,8 - 1,2 | 8,5 - 10,0 |
Dénomination chimique:
X3NiCoMoTi18-9-5
Dureté d’utilisation:
51-56 HRC
Dureté à la livraison:
max. 325 HB
1.2709 ESR PROPRIÉTÉS PHYSIQUES
À quel groupe d'acier appartient le 1.2709 ESR ?
- Acier à outils
- Acier pour moules plastiques
- Acier pour travail à froid
- Acier pour travail à chaud
- Acier Maragin
Pourquoi un matériau ESR ?
La refusion sous laitier électroconducteur ou ESR, également connue sous le nom de refusion par flux électrique, est un processus au cours duquel l’acier est refondu et passe à travers un laitier qui élimine les débris et les impuretés de l’acier. Il en résulte un acier d’une plus grande pureté et d’une structure plus fine et homogène. La réduction des impuretés dans l’acier lui confère une plus grande intégrité, car il y a moins de points faibles. L’acier ESR peut présenter de meilleures propriétés mécaniques, telles qu’une résistance à la traction, une limite d’élasticité, une ténacité et une résistance à l’usure plus élevées, un meilleur état de surface et une plus longue durée de vie des outils.
Le 1.2709 ESR est-il un acier inoxydable ?
Non, l’acier à outils 1.2709 ESR n’est pas un acier inoxydable au sens classique du terme. Pour être classé comme acier inoxydable, l’acier doit avoir une teneur minimale en chrome de 10,5%. L’acier 1.2709 ESR a une teneur en masse allant jusqu’à 0,25%.
Le 1.2709 ESR est-il résistant à la corrosion ?
L’acier à outils 1.2709 ESR obtient un 3 pour sa résistance à la corrosion sur une échelle où 1 est faible et 6 est élevé.
Le 1.2709 ESR est-il magnétisable ?
Oui, le 1.2709 ESR est magnétisable en tant qu’acier martensitique, et le meulage, le fraisage et l’érosion peuvent par exemple être réalisés sur des machines à adhérence magnétique.
1.2709 ESR Résistance à l'usure
L’acier à outils 1.2709 ESR obtient un 4 pour sa résistance à l’usure sur une échelle où 1 est faible et 6 est élevé.
1.2709 ESR PROPRIÉTÉS TECHNIQUES
Le 1.2709 ESR est-il un acier pour couteaux ?
L’acier 1.2709 ESR a de bonnes propriétés qui conviennent à la fabrication de couteaux. Il a une dureté, une ténacité et une résistance à l’usure élevées. Ce sont des propriétés nécessaires à la tenue de coupe, au réaffûtage et à l’incassabilité d’un couteau. Bien que cette qualité présente une certaine résistance à la corrosion, il peut être avantageux d’effectuer un traitement de surface et de nettoyer régulièrement le couteau afin d’éviter la formation de rouille et de garantir une plus longue durée de vie.
1.2709 ESR Dureté de travail
La dureté de travail pour le matériau 1.2709 ESR est de 51-56 HRC.
1.2709 ESR Densité de l'acier
Typiquement, la densité de l’acier à outils 1.2709 ESR est de 8,1 g/cm3 à température ambiante.
1.2709 ESR Résistance à la traction
La résistance à la traction pour le 1.2709 ESR est d’environ 1.100 N/mm2. Cette valeur est le résultat d’un essai de traction qui montre quelle force est nécessaire avant que le matériau ne commence à s’étirer ou à se déformer avant de se rompre.
1.2709 ESR Usinabilité
L’acier à outils 1.2709 ESR obtient un 4 pour son usinabilité sur une échelle où 1 est faible et 6 élevé.
1.2709 ESR Conductivité thermique
La conductivité thermique pour 1.2709 ESR est de 18,4 W/(m*K) à 23°C.
Conductivité thermique
Valeur
À une température de
18,4
23 °C
20,4
150 °C
22,7
300 °C
23,2
350 °C
23,5
400 °C
24,0
500 °C
1.2709 ESR Coefficient de dilatation thermique
Le tableau suivant montre la dilatation ou la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou en cas de fortes variations de température.
Coefficient de dilatation thermique moyen
10-6m/(m*K)
À une température de
10,1
20 – 100 °C
10,5
20 – 200 °C
10,9
20 – 300 °C
11,1
20 – 350 °C
11,3
20 – 400 °C
11,5
20 – 450 °C
11,8
20 – 500 °C
1.2709 ESR Capacité thermique spécifique
La capacité thermique spécifique du 1.2709 ESR à température ambiante est de 0,42 J/g – K. Cette valeur indique la quantité de chaleur nécessaire pour chauffer une certaine quantité de matériau de 1 Kelvin.
1.2709 ESR Résistance électrique spécifique
La résistance électrique spécifique est indiquée dans le tableau suivant. La conductivité électrique est l’équivalent de la résistance électrique spécifique.
Résistance électrique spécifique
Valeur (Ohm*mm²)/m
À une température de
0,42
20 °C
SUPÉRIORITÉ!

1.2709 ESR PROCÉDÉ
1.2709 ESR Traitement thermique
Le traitement thermique permet de définir les propriétés du matériau. C’est pourquoi il doit toujours être effectué avec précaution. Il permet de définir des propriétés telles que la résistance, la ténacité, la dureté de surface et la résistance à la température, qui peuvent à leur tour prolonger/améliorer la durée de vie des pièces, des outils et des composants.
Le traitement thermique comprend le recuit de mise en solution, le recuit d’adoucissement, la normalisation et le recuit de détente, mais aussi le revenu, la trempe ou le refroidissement.
1.2709 ESR recuit
Pour le recuit d’adoucissement, le 1.2709 ESR est chauffé uniformément à une température comprise entre 850 et 1100°C. Le matériau est ensuite soumis à un traitement thermique. Le matériau est ensuite refroidi dans le four.
1.2709 ESR Recuit de mise en solution
Afin de rétablir une structure homogène après le forgeage ou le soudage, le 1.2709 ESR est chauffé à une température de 800°C et maintenu pendant environ une heure. Ensuite, le matériau est trempé à l’air ou dans un flux de gaz.
Le recuit de mise en solution est également appliqué avant le vieillissement.
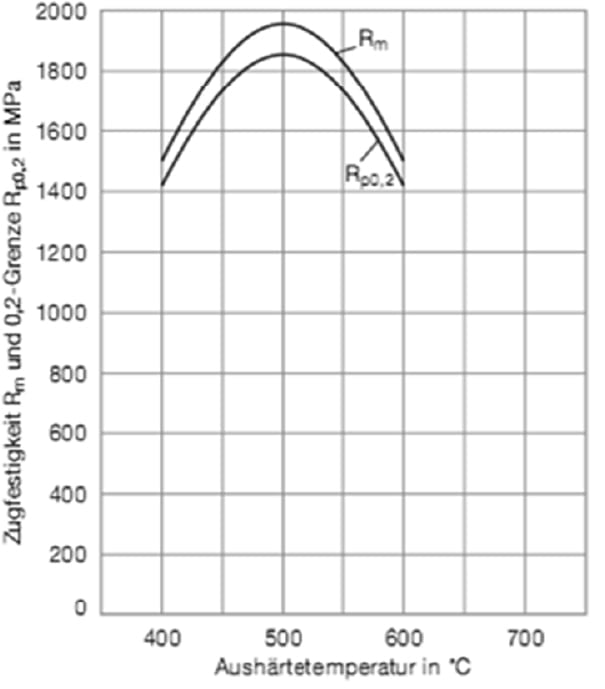
1.2709 ESR vieillissement
Pour augmenter la résistance, le 1.2709 ESR peut être soumis à un processus de vieillissement, également connu sous le nom de durcissement.
Pour obtenir une résistance de 1720 – 1870 N/mm2 , le matériau est porté uniformément à une température de 430°C et maintenu pendant 3 heures, puis refroidi à l’air.
Pour obtenir une résistance de 1860 – 2260 N/mm2 , le matériau est porté uniformément à une température de 480°C, maintenu pendant 3 heures, puis refroidi à l’air.
1.2709 ESR Trempe
Le 1.2709 ESR est chauffé uniformément à une température d’environ 490°C et trempé à l’air.
1.2709 ESR Trempe
- Air
1.2709 ESR TRAITEMENT DE SURFACE
1.2709 ESR Nitruration
Ce procédé consiste à diffuser de l’azote dans la surface du matériau. La couche de nitruration qui en résulte augmente la dureté de la surface, la résistance à l’usure et améliore la résistance à la corrosion.
1.2709 ESR Nitruration au plasma
Lors de la nitruration au plasma, de l’azote est diffusé dans la surface à l’aide d’un gaz plasma. Grâce à une décharge luminescente plus régulière, on obtient une dureté constante, même pour les pièces complexes.
1.2709 ESR chromage dur
Pour une meilleure résistance à l’usure ou à la corrosion, la surface du 1.2709 peut être recouverte d’une couche de chrome dur.
1.2709 ESR Procédés PVD et CVD
Ces procédés déposent une fine couche sur le matériau. Cette couche confère au matériau une dureté de surface, une résistance à l’usure et une lubrification améliorées.
- PVD – dépôt physique en phase vapeur
- CVD – dépôt chimique en phase vapeur
1.2709 ESR USINAGE
1.2709 ESR Surépaisseur d'usinage / modifications dimensionnelles
Les variations dimensionnelles du matériau 1.2709 ESR peuvent se manifester pendant le traitement thermique sous la forme d’une déformation ou de variations dimensionnelles dues à des tensions internes. Lors du refroidissement, il faut veiller à ce que le matériau soit refroidi de manière uniforme, sinon il peut se déformer. Pour éviter les variations dimensionnelles, il convient de procéder à un traitement thermique et à un usinage précis, ainsi qu’à une réduction des contraintes.
Forgeage du 1.2709 ESR
Pour forger le 1.2709 ESR, le matériau est chauffé uniformément à une température comprise entre 850 et 1100°C. La température de forgeage est ensuite ajustée en fonction des besoins. Après le forgeage, le matériau est refroidi dans le four.
















