





1.4006 (AFNOR Z12C13) - EN UN COUP D'ŒIL
1.4006 (AFNOR Z12C13) - EN UN COUP D'ŒIL
L’acier 1.4006 (AFNOR Z12C13), ici à l’état traité, est usinable et peut être utilisé pour des applications nécessitant une haute résistance et une résistance moyenne à la chaleur et à la corrosion. En tant qu’acier inoxydable martensitique, il a une résistance à la corrosion inférieure à celle d’un acier inoxydable austénitique.
Sa plage de température de fonctionnement utile est limitée par la perte de ductilité à des températures inférieures à zéro et par la perte de résistance due au durcissement excessif à des températures plus élevées, ainsi que par une réduction supplémentaire de la résistance à la corrosion. Grâce au polissage de la surface ainsi qu’à la trempe et au revenu, sa résistance à la corrosion peut être améliorée.
Caractéristiques techniques
L’acier inoxydable 1.4006(AFNOR Z12C13) se distingue par un bon équilibre entre dureté, résistance à la corrosion et haute résistance mécanique.
Concrètement, cela signifie :
- acier martensitique
- trempable, peut atteindre une haute dureté
- haute résistance
- résistance moyenne à la chaleur et à la corrosion
- magnétisable
- inoxydable
- polissable à haute brillance
- résistant aux acides sous certaines conditions
- nitruable
- érodable
- dureté de travail de 25 – 31 HRC
Applications Possibles
Construction hydraulique, construction mécanique, industrie des pompes, industrie pétrolière / industrie pétrochimique, fins décoratives, meubles de cuisine, industrie alimentaire, techniques antipollution, technique d’énergie (énergie hydraulique).
Comme l’acier inoxydable martensitique, il n’est pas aussi résistant à la corrosion qu’un acier austénitique, mais il a une bonne résistance à la corrosion et est souvent utilisé pour :
- couverts
- instruments chirurgicaux
- pièces de vannes
- éléments de fixation
- arbres de pompes
- roulements à billes
- pièces de machines
- échelons pour échelles de
- cuvette
- boulons
- bagues
- vis
- écrous
1.4006 Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Ni |
|---|---|---|---|---|---|---|
| 0,08 - 0,15 | 0,0 - 1,0 | 0,0 - 1,5 | 0,0 - 0,04 | 0,0 - 0,03 | 11,5 - 13,5 | 0,0 - 0,75 |
Dénomination chimique:
X12Cr13
Dureté d’utilisation: env. 25 HRC
(état de livraison) jusqu’à 31 HRC
Dureté à la livraison:
max. 252 HB
1.4006 PROPRIÉTÉS PHYSIQUES
À quels groupes d'acier le 1.4006 appartient-il ?
- Acier inoxydable martensitique
- Acier inoxydable résistant à la corrosion
- Acier inoxydable résistant aux acides
- Acier inoxydable
- Acier pour travail à chaud
Le 1.4006 est-il un acier inoxydable ?
Oui, avec une teneur en chrome de 11,5 à 13,5 %, le 1.4006 est un acier inoxydable.
Le 1.4006 est-il résistant à la corrosion ?
L’acier inoxydable 1.4006 présente une bonne résistance à l’atmosphère, à l’eau douce, aux produits alimentaires, aux bases et acides doux, aux gaz chauds, aux atmosphères sèches et oxydantes jusqu’à des températures d’environ 600 °C. Une surface polie et lisse peut encore renforcer cette résistance.
Le 1.4006 est-il magnétisable ?
L’acier inoxydable 1.4006 est magnétisable et magnétique aussi bien à l’état recuit qu’à l’état traité thermiquement et convient à la technique de serrage magnétique.
1.4006 Travail à chaud
Ce processus est effectué à une température de 750 – 1150 °C et est ensuite refroidi à l’air. Si des tôles plus petites sont déformées, le matériau doit être préchauffé à 100 – 300 °C. Les déformations plus importantes doivent être recuites à une température de 650 °C ou soumises à un recuit de détente.
1.4006 Travail à froid
À l’état recuit, le 1.4006 peut être modérément déformé par formage à froid.
1.4006 Résistance à l'usure
Cet acier inoxydable obtient un 2 pour sa résistance à l’usure sur une échelle où 1 est faible et 6 élevé.
1.4006 PROPRIÉTÉS TECHNIQUES
Le 1.4006 est-il un acier pour couteaux ?
L’acier inoxydable 1.4006 peut être utilisé pour la fabrication de couteaux. Bien qu’il ait une bonne résistance à la corrosion, sa faible teneur en carbone signifie qu’il ne conserve pas son tranchant très longtemps. L’acier 1.4006 a une bonne ténacité lorsque la prévention des éclats et des cassures est primordiale. En général, le 1.4006 peut être utilisé pour les couteaux d’entrée de gamme, lorsque la résistance à la corrosion et la ténacité sont importantes et que la performance de coupe l’est moins.
1.4006 Dureté de travail
La dureté de travail de l’acier inoxydable 1.4006 se situe entre 25 et 31 HRC.
1.4006 Densité de l'acier
1.4006 Résistance à la traction
L’acier 1.4006 a une résistance à la traction d’environ 850 N/mm2. Pour atteindre cette valeur, un essai de traction est réalisé afin de montrer quelle force est nécessaire pour étirer ou allonger un échantillon avant qu’il ne se brise.
1.4006 Usinabilité
Cette nuance est facile à usiner lorsqu’elle est recuite ou revenue. Il n’est pas recommandé d’usiner ce matériau lorsqu’il est trempé à plus de 30 HRC, car l’usinage devient alors difficile.
1.4006 Limite d'élasticité
La limite d’élasticité indique la quantité de tension qui peut être appliquée avant qu’un matériau ne subisse une déformation plastique. Au-delà de ce point, le matériau ne reprend pas sa forme initiale lorsque les tensions sont supprimées, mais reste déformé ou se rompt même. La limite d’élasticité de l’acier inoxydable 1.4006 est de 178 N/mm2.
1.4006 Conductivité thermique
La conductivité thermique de l’acier inoxydable 1.4006 est de 30 W/(m*K) à température ambiante.
1.4006 Coefficient de dilatation thermique
Le tableau suivant montre la dilatation ou la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou en cas de fortes variations de température.
Coefficient de dilatation thermique moyen
Valeur 10-6m/(m*K)
À une température de
10,5
20 – 100 °C
11,0
20 – 200 °C
11,5
20 – 300 °C
12,0
20 – 400 °C
1.4006 Capacité thermique spécifique
La capacité thermique spécifique de l’acier inoxydable 1.4006 à température ambiante est de 0,46 J/kg*K. Cette valeur indique la quantité de chaleur nécessaire pour chauffer une certaine quantité de matériau de 1 Kelvin.
1.4006 Résistance électrique spécifique
Le tableau suivant indique la résistance électrique de l’acier inoxydable 1.4006. La conductivité électrique est l’équivalent de la résistance.
Résistance électrique spécifique
Valeur (Ohm*mm2)/m
À une température de
0,60
20 °C
1.4006 Verdichtungsdiagramm
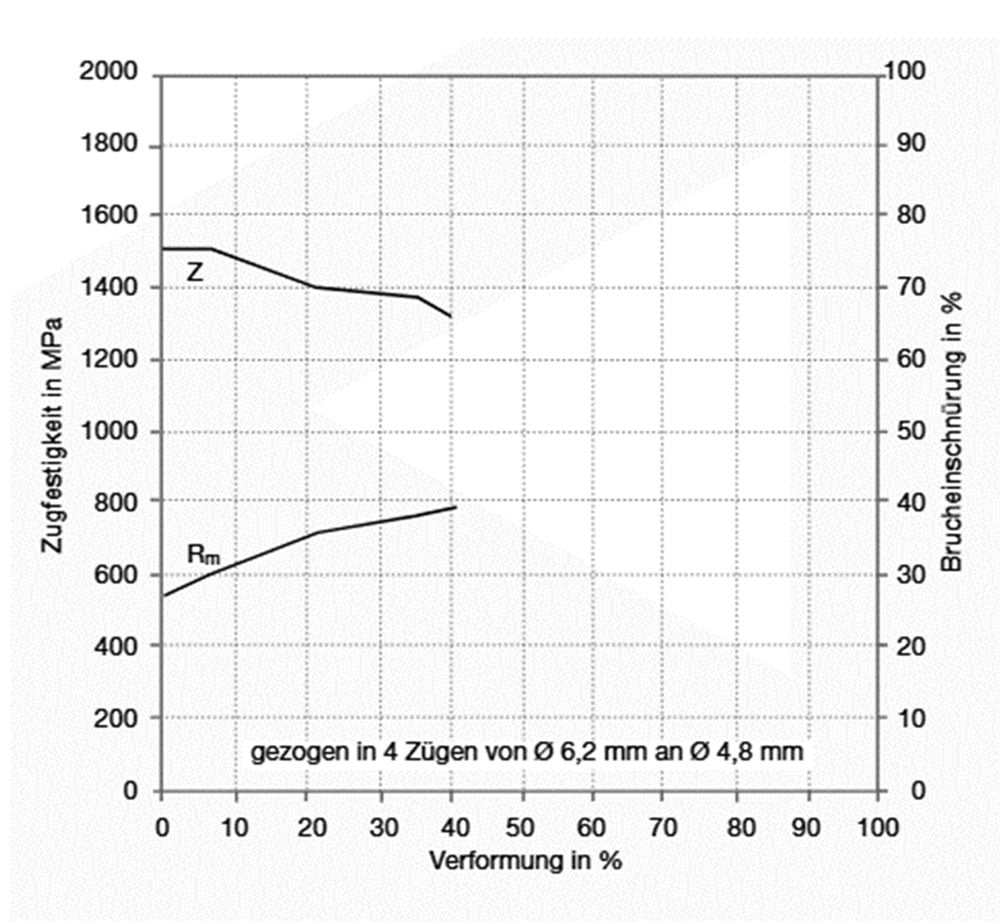
COMMANDEZ AUSSI EN PETITES QUANTITÉS - PAS DE MONTANT MINIMAL DE COMMANDE!
1.4006 PROCÉDÉ
1.4006 Traitement thermique
L’acier inoxydable 1.4006 présente une bonne résistance à la calamine à une température continue de 649 °C et à une température de 816 °C en cas de chauffage sporadique.
1.4006 Recuit
Le 1.4006 devrait être recuit à cœur à une température de 816 à 899 °C. Ensuite, le matériau est refroidi lentement dans le four jusqu’à 593 °C et le processus est achevé par un refroidissement supplémentaire à l’air.
1.4006 Recuit intermédiaire
Chauffez la pièce à 732 – 788 °C et laissez-la ensuite refroidir à l’air.
1.4006 Recuit de détente
Chauffez les pièces à une température de 149 – 427 °C et maintenez-les pendant 1 – 2 heures avant de terminer le processus par un refroidissement à l’air.
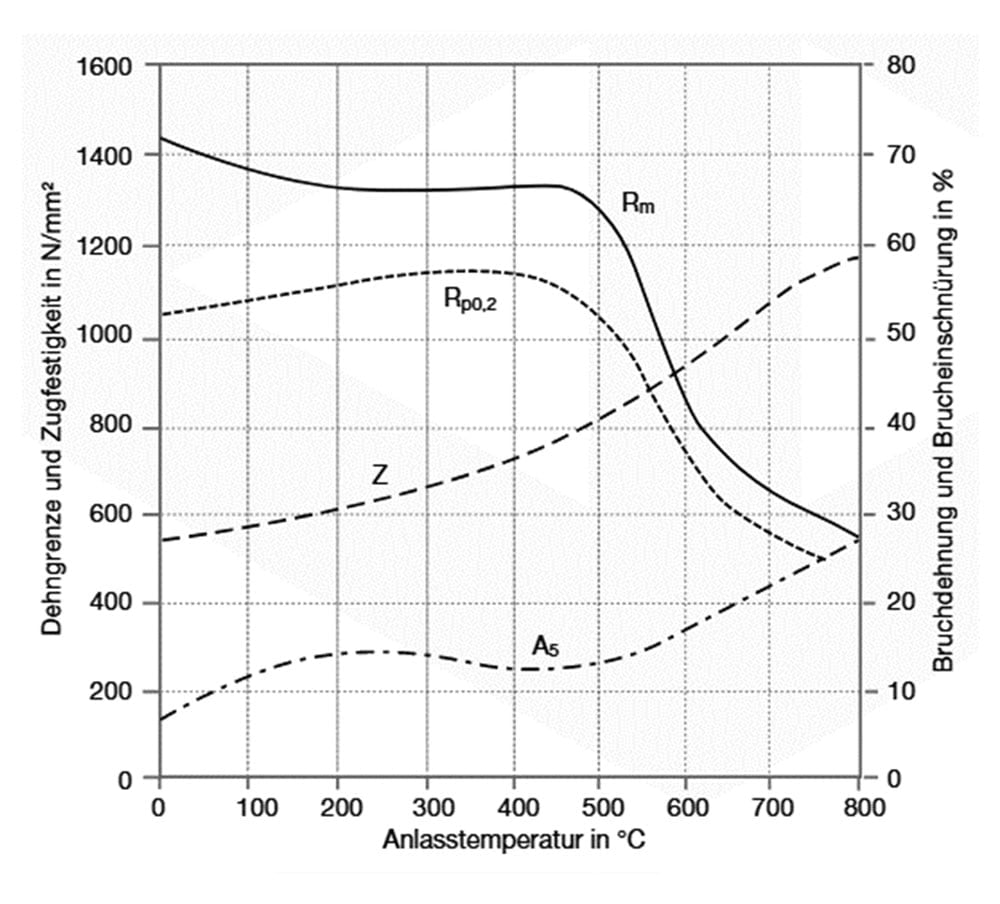
1.4006 Revenu
Chauffez le matériau à 593 – 760 °C et maintenez-le pendant 1 à 4 heures avant de le refroidir à l’air. Les températures et temps de maintien exacts dépendent des propriétés mécaniques à obtenir.
Le revenu du 1.4006 contribue à améliorer la ténacité et à réduire la fragilité apparue lors de la trempe.
1.4006 Durcissement
Chauffez uniformément le 1.4006 à une température de 927 – 1010 °C, suivie d’un refroidissement à l’air ou d’un refroidissement dans l’huile. Le matériau doit ensuite subir un recuit de détente ou un revenu.
1.4006 Refroidissement
Le refroidissement de cette nuance d’acier doit être rapide afin d’obtenir un durcissement.
- Air : l’air soufflé est utilisé pour les pièces plus compliquées ou plus minces ou lorsque la vitesse de durcissement n’est pas très importante.
- Huile : une méthode courante pour l’acier martensitique. L’huile extrait la chaleur des pièces et les refroidit. Elle peut être préchauffée, ce qui permet un durcissement plus uniforme.
- Mélange eau/eau-polymère : ces agents de durcissement sont utilisés lorsqu’une dureté plus élevée est souhaitée. Il convient d’être prudent, car ces milieux peuvent entraîner des tensions plus élevées, ce qui peut provoquer des fissures.
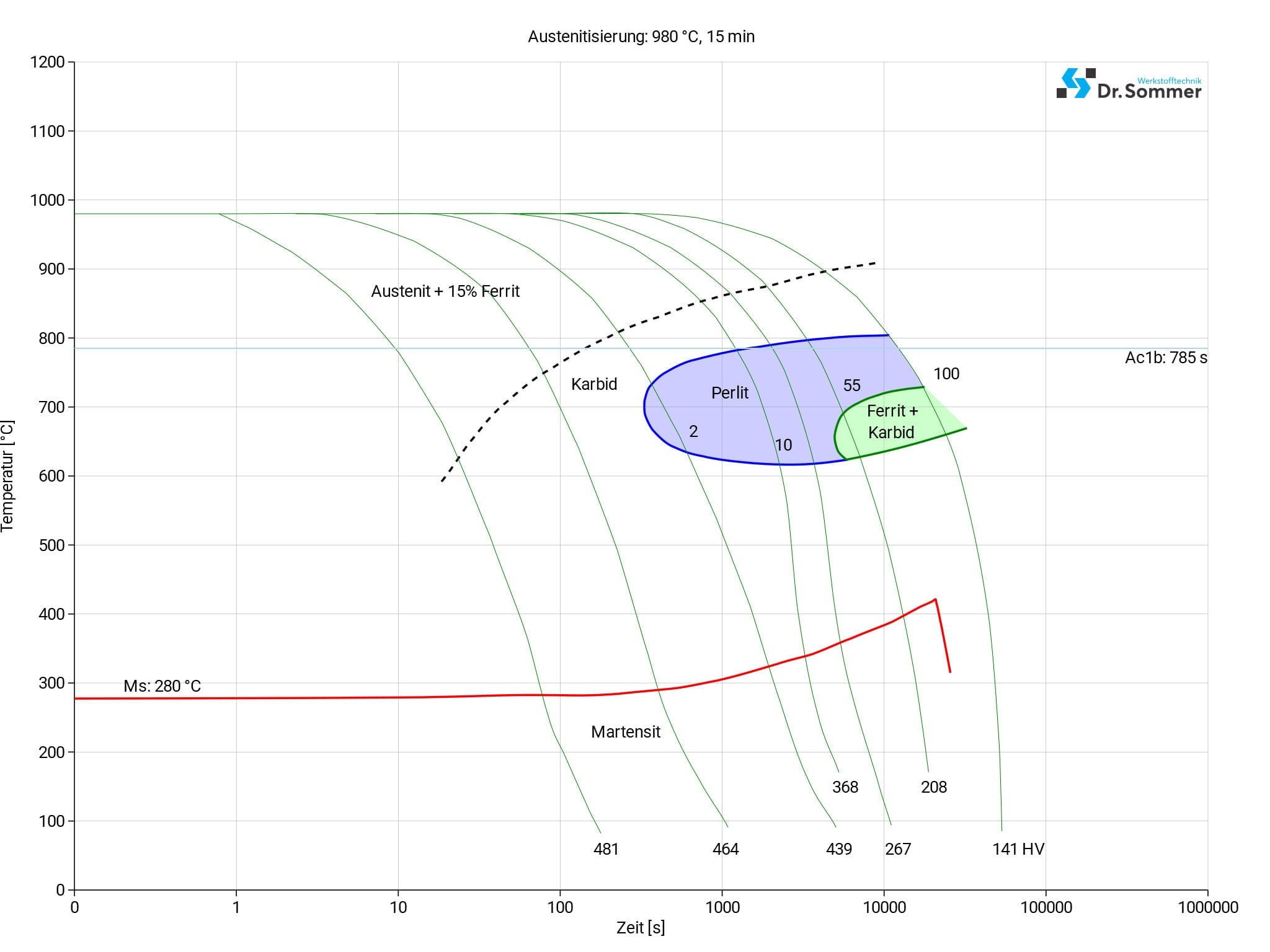
1.4006 Diagramme ZTU continu
Ce diagramme montre des micro-changements au fil du temps à différentes températures. Ils sont importants dans le traitement thermique, car ils donnent des informations sur les conditions optimales pour les processus tels que la trempe, le recuit et la normalisation.
1.4006 TRAITEMENT DE SURFACE
1.4006 Acier Nitruration
La nitruration peut augmenter la résistance naturelle à la corrosion en introduisant de l’azote dans la surface. Ce procédé peut également améliorer la résistance à l’usure.
1.4006 Passivation
La passivation consiste à éliminer le fer libre de la surface en traitant la surface avec une solution acide, comme l’acide citrique ou nitrique. La passivation crée une couche d’oxyde protectrice qui augmente la résistance à la corrosion de ce matériau.
1.4006 Electropolissage
L’électropolissage est un procédé chimique non mécanique qui utilise un courant électrique pour enlever une fine couche de matériau afin de donner au matériau une surface lisse et brillante et de minimiser l’adhérence des bactéries, ce qui peut être utile pour les appareils médicaux et/ou de transformation des aliments.
1.4006 Sablage abrasif
Des particules abrasives telles que des billes de verre ou de céramique sont projetées sur la surface afin d’éliminer les impuretés telles que la rouille, la peinture ou la calamine et d’obtenir une surface mate uniforme.
1.4006 Procédés PVD et CVD
Les deux procédés, le PVD (dépôt physique en phase vapeur) et le CVD (dépôt chimique en phase vapeur), déposent une fine couche à la surface du matériau. Cette couche fine et dure confère au matériau une protection contre l’usure.
1.4006 USINAGE
Cette nuance est facile à usiner à l’état recuit ou revenu. Il n’est pas recommandé d’usiner ce matériau lorsqu’il est trempé à plus de 30 HRC, car l’usinage devient alors difficile.
1.4006 Erosion
L’érosion est utilisée pour les pièces fabriquées à partir d’une seule pièce, pour la découpe de matrices ou pour la fabrication de formes complexes. Il existe différentes méthodes d’érosion, par exemple l’érosion à fil, l’érosion par étincelles ou l’électroérosion par enfonçage.
1.4006 Variations dimensionnelles
Les dimensions peuvent varier naturellement lors du chauffage, où l’acier se dilate, et lors du refroidissement, où il se contracte, lors de la relaxation des contraintes ou en raison d’un chauffage ou d’un refroidissement irrégulier, ce qui peut entraîner une déformation du matériau. Le 1.4006 subit des changements de phase pendant le traitement thermique et se transforme de ferrite en austénite lorsqu’il est chauffé et d’austénite en martensite lorsqu’il est trempé. Ces changements dans la microstructure peuvent également entraîner des modifications dimensionnelles.
Il est possible d’éviter ou de réduire les variations dimensionnelles en contrôlant le chauffage et le refroidissement, en effectuant un prétraitement pour réduire les contraintes avant le traitement thermique, en choisissant soigneusement le milieu de trempe et, si possible, en fabriquant des pièces avec un ajout d’usinage avant le traitement thermique, puis en les usinant à la dimension finale après le traitement thermique.
1.4006 Forgeage
Pour forger cette nuance d’acier, préchauffez-la lentement et uniformément à 800 °C, puis portez-la rapidement à une température entre 1150 et 1180 °C. Forgez la pièce à une température entre 1180 et 950 °C et terminez le processus par un refroidissement lent au four ou dans des cendres sèches ou un autre matériau favorisant un temps de refroidissement lent.
1.4006 Soudage
La pièce doit être préchauffée à 150 – 260 °C et recuite après le soudage afin de réduire la formation éventuelle de fissures. Comme il faut s’attendre à la formation de grains dans la zone affectée par la chaleur, le soudage doit être effectué avec une énergie de soudage aussi faible que possible. En raison de la résistance élevée que l’on peut obtenir avec cet acier et de la possibilité de fragilisation, il faut éviter d’utiliser des gaz contenant de l’hydrogène et de l’azote pendant le soudage.
















