




1.4301 (AFNOR Z5CN18-9 (304)) - EN UN COUP D'ŒIL
Quel type d'acier est le 1.4301 (AFNOR Z5CN18-9) ?
L’acier inoxydable 1.4301 ( AFNOR Z5CN18-9) est un acier austénitique, connu, en raison de sa composition chimique, à savoir 18 % de chrome et 8 % de nickel, sous le nom d’acier 18/8. Il se caractérise par une bonne usinabilité, une bonne soudabilité, une bonne réfractarité, une bonne résistance mécanique et de bonnes propriétés mécaniques à des températures basses ainsi qu’une bonne usinabilité à des températures élevées, par ex. lors de l’estampage et du pliage.
La combinaison d’une faible limite d’élasticité apparente et d’un haut allongement présente un avantage pour la fabrication de pièces telles que le bac d’évier et la casserole ou le corps creux. L’acier inoxydable 1.4301 (AFNOR Z5CN18-9) se laisse fachilement faconner ou laminer pour prendre une multitude de formes convenables pour des applications industrielles, architecturaux ou relatives à la technique du transport.
Caractéristiques techniques
L’acier inoxydable 1.4301 (AFNOR Z5CN18-9) est, en raison de sa forte résistance à la corrosion relative à une multitude de milieux ambiants, l’une des nuances d’acier inoxydable les plus utilisées. Il est bien ductile et soudable et, à l’état recuit, non magnétique. L’acier 1.4301 (AFNOR Z5CN18-9) est disponible dans des formats différents bien nombreux tout en étant pourvu d’une surface esthétique et facile à soigner.
- acier au chrome-nickel austénitique
- emboutissable
- soudable
- polissable
- possibilité d’affiner les pièces, p. ex. de les brosser ou de les faire briller
- très bonne résistance à la corrosion
- non magnétisable
- usinabilité limitée
Applications Possibles
L’acier austénitique résistant à la corrosion 1.4301 (AFNOR Z5CN18-9), l’un des aciers inoxydables les plus répandus, peut être utilisé pour diverses applications et dans différents milieux ambiants où il s’expose à l’humidité qui y règne. L’industrie alimentaire et celle de la boisson y recourt, car il est atoxique et résiste à la corrosion.
En raison de son esthétique et de sa résistance, on utilise l’acier 1.4301 (AFNOR Z5CN18-9) souvent pour fabriquer des ustensiles ménagers tels que des bacs d’évier, des fours, de la vaiselle, ustensiles pour préparer le repas. L’acier 1.4301 (AFNOR Z5CN18-9) est souvent utiliser pour la fabrication de réservoirs et de canalisations dans des milieux ambiants où ni le chlorure ni le halogénure ne sont très concentrés. Dans des milieux ambiants où il n’y a pas de chlorure, il peut être utilisé pour l’enveloppe d’échangeurs de chaleur.
En raison de sa non-réactivité, cet acier est utilisé souvent pour des instruments et des appareils médicaux. Ses surfaces esthétiques et sa résistance à la corrosion le rendent préférable (à d’autres) lorsque l’on veut donner une nouvelle orientation à l’architecture ou pour des rêvetements dans le secteur de l’automobile.
- industrie alimentaire
- industrie de la photo
- industrie de la peinture
- industrie pétrolière
- industrie du savon
- industrie papetière
- industrie textile
- construction mécanique générale
- pièces tournées
- construction d’armatures
- aménagement de cuisine
- décoration
1.4301 Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Ni | N |
|---|---|---|---|---|---|---|---|
| 0,0 - 0,07 | 0,0 - 1,0 | 0,0 - 2,0 | 0,0 - 0,045 | 0 - 0,015 | 17,5 - 19,5 | 8,0 - 10,5 | 0,0 - 0,11 |
Dénomination chimique:
X5CrNi18-10
Dureté d’utilisation:
env. 195-215 HB (état de livraison)
Dureté à la livraison:
max. 215 HB
1.4301 PROPRIÉTÉS PHYSIQUES
À quels groupes d'acier appartient le 1.4301 ?
- Acier inoxydable austénitique
- Acier inoxydable résistant à la corrosion
- Acier inoxydable résistant aux acides
- Acier inoxydable
- Acier V2A
Le 1.4301 est-il un acier inoxydable ?
Avec une teneur en chrome de 18 %, le matériau 1.4301 forme une couche protectrice d’oxyde de chrome. Celle-ci est passive et non réactive, elle scelle et protège le fer sous-jacent contre les influences extérieures. En cas de rayures ou de dommages, la couche d’oxyde est capable de « s’auto-réparer », à condition qu’il y ait suffisamment d’oxygène.
Ce processus de renouvellement rend l’acier inoxydable plus résistant à la rouille que l’acier normal. Les 8 % de nickel augmentent la résistance générale à la corrosion et contribuent à la malléabilité ainsi qu’à l’aspect poli et brillant.
1.4301 Résistance générale à la corrosion
Le matériau 1.4301 présente une excellente résistance à la corrosion dans de nombreux environnements et au contact de divers milieux corrosifs. La formation de carbures de chrome aux limites des grains et l’appauvrissement en chrome qui en résulte dans les zones environnantes rendent le 1.4301 sensible à la corrosion intergranulaire. Le 1.4301 présente une bonne résistance à la corrosion dans les environnements naturels sans concentrations de chlore et de sel.
Corrosion du 1.4301 dans les environnements gazeux
En général, l’acier inoxydable 1.4301 peut être utilisé dans des environnements gazeux, bien que la composition, la concentration, la température, la pression et d’autres facteurs doivent être pris en compte avant d’exposer cette nuance d’acier à ces conditions. Si le 1.4301 fonctionne bien dans une atmosphère oxydante, il ne fonctionne pas aussi bien dans une atmosphère réductrice, par exemple.
Par conséquent, la résistance à la corrosion de l’acier 1.4301 dans des environnements gazeux dépend du gaz concerné et des conditions auxquelles l’acier est exposé.
1.4301 Corrosion par piqûres
La résistance à la corrosion par piqûres est importante en cas de contact avec des solutions chlorées ou des agents oxydants, car ces conditions peuvent faciliter la pénétration de la couche passive de la surface à certains endroits. Un seul point d’entrée profond peut causer plus de dommages que de nombreux points d’entrée superficiels.
1.4301 Corrosion intercristalline
La corrosion intercristalline est due à l’élimination de carbures de chrome aux limites des grains lors d’un traitement thermique à des températures comprises entre 450 et 850 °C. En raison de l’appauvrissement en chrome, par exemple dans les soudures, aucune couche passive ne peut plus se former, ce qui rend le matériau plus sensible à la corrosion. C’est pourquoi les matériaux ainsi sensibilisés ne doivent pas être utilisés dans des environnements corrosifs.
1.4301 Corrosion atmosphérique
La norme DIN 1.4301 est bien adaptée aux zones urbaines et rurales. Cependant, dans les environnements industriels présentant une forte concentration en polluants industriels, par exemple en soufre, ou dans un environnement marin présentant une forte concentration en sel, la résistance à la corrosion de la norme 1.4301 peut être compromise.
Un entretien régulier, ainsi qu’une surface polie ou lisse, peuvent rendre plus difficile l’adhérence des impuretés au matériau. Si le matériau doit résister à des environnements plus agressifs, il convient d’envisager une couche de protection supplémentaire ou une autre qualité de matériau.
1.4301 Oxydation
La couche protectrice d’oxyde de chrome du matériau 1.4301 empêche toute pénétration supplémentaire d’oxygène et protège l’acier sous cette couche contre la corrosion. Bien qu’il soit résistant à la corrosion à température ambiante, une exposition prolongée à des températures élevées peut entraîner une forte formation de calamine et une diminution des propriétés mécaniques due à la croissance des grains.
À des températures supérieures à 850 °C, le 1.4301 peut subir une sensibilisation qui rend l’acier plus vulnérable à la corrosion intercristalline. Afin de restaurer l’aspect du 1.4301 lorsqu’il s’oxyde à haute température, il peut être décapé ou électropoli pour éliminer la calamine.
1.4301 Corrosion sous contrainte
Les aciers austénitiques sont sensibles à la corrosion sous contrainte, qui peut se produire à des températures supérieures à 60 °C lorsque l’acier est soumis à des contraintes de traction ou entre en contact avec des solutions contenant des chlorures.
Le 1.4301 est-il magnétisable ?
En tant qu’acier austénitique, le 1.4301 n’est pas magnétisable.
1.4301 Résistance à l'usure
Sur une échelle où 1 est faible et 6 élevé, l’acier inoxydable obtient la note 1 pour sa résistance à l’usure.
1.4301 Résistance à la température
L’acier inoxydable 1.4301 présente une bonne résistance à la corrosion en fonctionnement intermittent jusqu’à 870 °C et en fonctionnement continu jusqu’à 925 °C. Son utilisation continue à une température comprise entre 425 et 860 °C n’est pas recommandée si la résistance à l’humidité est importante par la suite.
1.4301 CARACTÉRISTIQUES TECHNIQUES
Le 1.4301 est-il un acier à couteaux ?
L’acier inoxydable 1.4301 n’est généralement pas utilisé pour la fabrication de couteaux, car sa faible teneur en carbone lui confère une mauvaise tenue de coupe et le rend difficile à affûter.
1.4301 Dureté à la mise en forme
La dureté à la mise en forme de l’acier inoxydable 1.4301 est comprise entre 195 et 215 HB (à l’état de livraison).
1.4301 Densité de l'acier
La densité typique de l’acier inoxydable 1.4301 est de 7,8 g/cm3 à température ambiante.
1.4301 Résistance à la traction
Le 1.4301 a une résistance à la traction d’environ 690 N/mm2. Pour obtenir cette valeur, un essai de traction est effectué afin de déterminer la force nécessaire pour étirer ou allonger un échantillon avant qu’il ne se rompe.
1.4301 Usinabilité
Pour l’usinage de l’acier inoxydable 1.4301, seuls des outils adaptés à l’usinage de l’acier inoxydable doivent être utilisés. Les surfaces et les outils doivent être maintenus propres afin d’éviter toute contamination réciproque. La contamination de l’acier inoxydable 1.4301 peut introduire des particules susceptibles d’attaquer le matériau.
Les arêtes de coupe doivent être maintenues tranchantes, car des arêtes émoussées peuvent favoriser un écrouissage excessif. La faible conductivité thermique des aciers austénitiques peut avoir un effet sur les lames en concentrant la chaleur à cet endroit. Les lubrifiants et les liquides de refroidissement doivent être utilisés généreusement afin d’éviter une concentration de chaleur au niveau des lames.
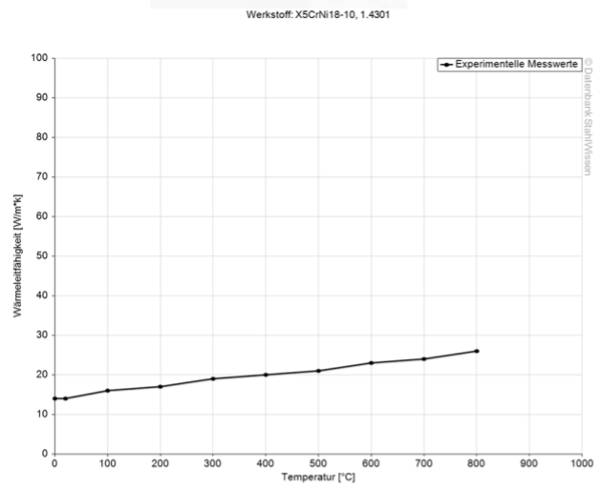
1.4301 Conductivité thermique
La conductivité thermique du matériau 1.4301 à une température de 20 °C est de 15 W/(m*K).
Conductivité thermique
Valeur W/(m*K)
À une température de
15
20 °C
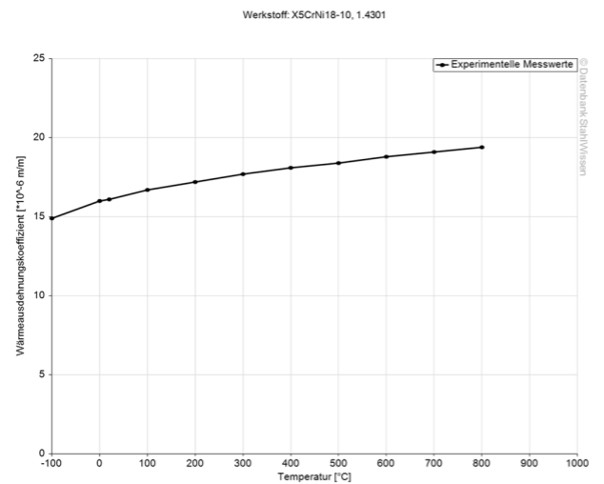
1.4301 Coefficient de dilatation thermique
Le tableau suivant indique la dilatation ou la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou en cas de fortes variations de température.
Coefficient de dilatation thermique moyen
10-6m/(m*K)
À une température de
16,1
20 °C
16,7
20 – 100 °C
17,2
20 – 200 °C
17,7
20 – 300 °C
18,1
20 – 400 °C
18,4
20 – 500°C
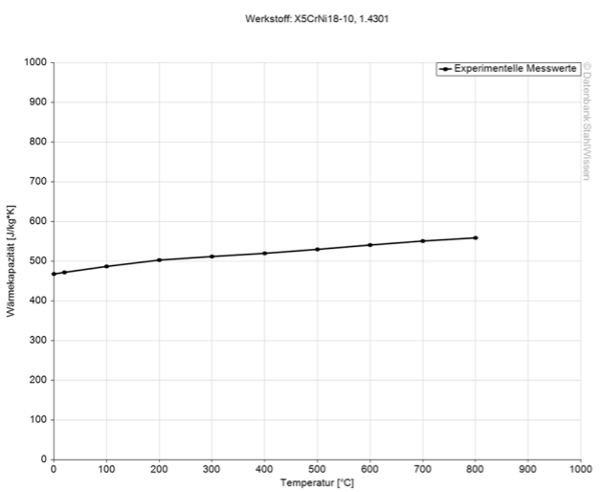
1.4301 Capacité thermique spécifique
La capacité thermique spécifique du 1.4301 à température ambiante est de 0,5 J/kg*K. Cette valeur indique la quantité de chaleur nécessaire pour réchauffer d’un Kelvin une certaine quantité de matériau.
1.4301 Résistance électrique spécifique
Le tableau suivant indique la résistance électrique spécifique de l’acier inoxydable 1.4301. La conductivité électrique est la valeur équivalente de la résistance spécifique.
Résistance électrique spécifique
Valeur (Ohm*mm2)/m
À une température de
~ 0,692
~ 20 °C
~ 0,758
~ 100 °C
~ 0,836
~ 200 °C
~ 0,907
~ 300 °C
~ 0,973
~ 400 °C
~ 1,02
~ 500 °C
MADE OF «STYLE»

1.4301 PROCÉDÉ
1.4301 Traitement thermique
Contrairement à l’acier inoxydable martensitique, le 1.4301 ne peut pas être durci par traitement thermique, car aucun changement de phase ne se produit lors du chauffage et du refroidissement.
Le traitement thermique permet de définir les propriétés des matériaux. Il doit donc toujours être effectué avec précaution. Il permet de définir des propriétés telles que la résistance, la ténacité, la dureté de surface et la résistance à la température, qui peuvent à leur tour prolonger/améliorer la durée de vie des pièces, des outils et des composants.
Le traitement thermique comprend le recuit de mise en solution, le recuit d’adoucissement, la normalisation, le recuit de détente, mais aussi le revenu, le durcissement, le refroidissement et la trempe.
1.4301 Recuit de mise en solution
Chauffez l’acier protégé à 890 °C, puis refroidissez rapidement le matériau à l’air ou à l’eau courante. Ce processus dissout tous les carbures de chrome qui auraient pu se former. Le refroidissement rapide conduit à une structure austénitique monophasique, la structure préférée pour l’acier inoxydable 1.4301, et permet d’obtenir une résistance maximale à la corrosion.
1.4301 Recuit de détente
Après le pré-usinage, chauffez le matériau à 600 °C et maintenez-le à cette température pendant 2 heures. Laissez-le refroidir lentement à 500 °C, puis laissez-le refroidir à l’air libre. En cas de réduction des contraintes au-dessus de 600 °C, il existe un risque de sensibilisation des limites des grains, qui s’accompagne d’une perte de résistance à la corrosion.
1.4301 Revenu
Sélectionnez la température de revenu souhaitée, recuisez le matériau deux fois et laissez-le refroidir à température ambiante entre les revenus. Ne laissez pas la température de revenu descendre en dessous de 250 °C et maintenez la température sélectionnée pendant au moins 2 heures. Une température de revenu de 250 °C permet d’obtenir la meilleure combinaison de ténacité, de dureté et de résistance à la corrosion pour ce matériau.
1.4301 Durcissement
Température de préchauffage : 600 – 850 °C
Température d’austénitisation : 1 000 – 1 050 °C, généralement entre 1 020 et 1 030 °C
Les pièces doivent être protégées contre la décarburation et l’oxydation pendant le processus de durcissement.
1.4301 Refroidissement
Afin d’obtenir les meilleures propriétés possibles, les pièces doivent être refroidies le plus rapidement possible, tout en veillant à ce que la déformation ne soit pas trop importante. Les pièces doivent être refroidies dès qu’elles ont atteint une température de 50 à 70 °C.
- Lit fluidisé ou bain de sel à 250-550 °C, suivi d’un refroidissement dans un flux d’air.
- Vaccum avec surpression suffisante.
- Gaz à grande vitesse / atmosphère circulante.
1.4301 TRAITEMENT DE SURFACE
Lors du choix du traitement de surface pour l’acier inoxydable 1.4301, il convient de tenir compte du résultat souhaité et de l’application. Certains traitements peuvent avoir un effet positif, mais aussi négatif, sur la résistance à la corrosion. Si la résistance à la corrosion est une priorité, il convient d’envisager un traitement de surface afin d’améliorer la résistance naturelle à la corrosion de cette nuance.
Vous trouverez ci-dessous quelques-uns des traitements de surface possibles.
1.4305 Nitruration
En général, il est possible de nitrurer les aciers austénitiques, mais cela est considéré comme très difficile et doit être effectué à l’état recuit. À l’état trempé, la nitruration peut former des cloques et nuire à la résistance à la corrosion. La couche de nitruration à obtenir est très fine et cette nuance ne doit être nitrurée que dans des cas exceptionnels.
1.4301 Passivation
La passivation consiste à éliminer le fer libre de la surface en traitant celle-ci avec une solution acide, telle que l’acide citrique ou l’acide nitrique. La passivation crée une couche d’oxyde protectrice qui augmente la résistance à la corrosion de ce matériau.
1.4301 Polissage
Le polissage de la surface de l’acier inoxydable 1.4301 permet d’obtenir différents finis, du brossé au brillant.
1.4301 Sablage abrasif
Ce procédé consiste à projeter sous haute pression des particules abrasives sur la surface. Il est utilisé pour éliminer les impuretés, la rouille, la peinture ou la calamine de la surface, ou pour obtenir une structure ou une finition particulière.
L’acier inoxydable 1.4301 peut être sablé avec des billes de verre ou de céramique afin d’obtenir une surface mate ou satinée.
1.4301 Décapage
Un mélange d’acides forts permet d’éliminer les couches d’oxyde et les impuretés superficielles. Ce procédé est souvent utilisé après le soudage, par exemple.
1.4301 Électropolissage
L’électropolissage est un procédé chimique non mécanique qui consiste à retirer une fine couche de matériau à l’aide d’un courant électrique afin de conférer au matériau une surface lisse et brillante. Ce procédé ne doit pas être confondu avec la passivation, qui est également un procédé chimique non mécanique, mais qui n’utilise pas d’électricité.
1.4301 Procédé PVD
Le traitement PVD (dépôt physique en phase vapeur) consiste à appliquer une fine couche sur la surface du matériau. Ce traitement peut conférer à l’acier une couleur unique et améliorer les propriétés de la surface.
1.4301 USINAGE
1.4301 Érosion
L’acier inoxydable 1.4301 peut être érodé si la préparation, le choix des électrodes et le réglage des paramètres d’usinage sont effectués avec soin.
En raison de sa bonne conductivité, le 1.4301 peut être érodé à une vitesse relativement élevée. En raison de sa teneur en chrome, la surface peut présenter une rugosité qui nécessite un réglage précis des paramètres d’usinage ou des retouches supplémentaires.
Après l’érosion, la couche de recast, une fine couche blanche, doit être éliminée. Cela peut se faire, par exemple, par polissage ou électropolissage des pièces.
1.4301 Modifications dimensionnelles
En fonction de la température, de l’installation et du liquide de refroidissement utilisés lors du traitement thermique, il faut tenir compte de modifications dimensionnelles d’environ 0,15% par côté. La taille et la forme géométrique de la pièce sont également importantes, et une réduction des tensions doit être effectuée entre l’ébauche et l’usinage semi-fin.
1.4301 Traitement cryogénique
Comme il s’agit ici d’une nuance d’acier austénitique, le traitement cryogénique n’a pas le même objectif que pour l’acier à outils. Il affine la structure du 1.4301 afin d’augmenter la résistance à la corrosion et d’améliorer les propriétés mécaniques. La limite d’élasticité et la limite d’allongement peuvent être augmentées, tandis que la ductilité élevée est conservée grâce à ce traitement.
Le traitement à température négative peut être avantageux, mais il convient de tenir compte du traitement global et de la compatibilité.
1.4301 Forgeage
Les températures de forgeage pour l’acier inoxydable 1.4301 sont comprises entre 1 100 et 1 250 °C.
Chauffez le matériau de manière uniforme jusqu’à la limite maximale de température et forgez-le pendant qu’il refroidit. Après ce processus, laissez le matériau refroidir à l’air libre ou dans un environnement sec. Afin d’uniformiser la structure et les propriétés mécaniques après le forgeage, le matériau doit être recuit comme décrit ci-dessus. Cela permet d’éliminer les tensions du processus de forgeage et de restaurer la structure austénitique.
Afin d’éviter un écrouissage excessif, il convient d’éviter les températures de travail extrêmes et les basses températures pendant le forgeage. Les températures élevées et la présence d’air peuvent entraîner la formation de calamine, qui doit être éliminée en fonction de l’application ultérieure et de la surface souhaitée. Afin de réduire le frottement, il convient d’utiliser des lubrifiants appropriés.
1.4301 Soudage
L’acier inoxydable 1.4301 peut être soudé à l’aide de nombreux procédés, tels que le soudage à l’arc sous gaz inerte avec électrode de tungstène (TIG) et le soudage sous gaz inerte avec fil-fourreau (MIG) ou le soudage à l’arc avec électrode en métal nu (SMAW) et le soudage par résistance.
Avec le bon choix de métal d’apport, de technique et de traitement après soudage, ce matériau est facile à souder. Il convient de veiller à la bonne température, à la dilatation thermique en tenant compte du gauchissement, de la corrosion intercristalline, des contraintes internes de soudage, de la formation d’oxyde et de la sensibilisation.

















