



1.4571 (AFNOR Z6CNDT17-12) - EN UN COUP D'ŒIL
Quel type d'acier est le 1.4571 (AFNOR Z6CNDT17-12) ?
L’acier inoxydable 1.4571 (X6CrNiMoTi17-12-2), comme les autres aciers austénitiques, n’est pas magnétisable. Il ne peut pas être durci par un traitement thermique. Grâce à la déformation à froid du matériau, il se produit une modification de la structure et donc un écrouissage, au cours duquel la résistance à la traction, la limite d’élasticité et la dureté augmentent. Il a une très bonne résistance à la corrosion, une excellente soudabilité dans certaines conditions et une haute résistance, ce qui est utile pour des applications telles que les pièces de four, les échangeurs de chaleur, les équipements de brasserie et les implants médicaux ou pour le stockage et le transport du lait par exemple.
Caractéristiques techniques
Le 1.4571 (AFNOR Z6CNDT17-12) est un acier inoxydable austénitique qui, grâce à l’utilisation de titane, résiste à la sensibilisation à haute température. Il convient aux applications où la corrosion intergranulaire due à la chaleur est un problème et il est adapté à une grande variété d’environnements agressifs.
- acier inoxydable austénitique
- acier au chrome-nickel-molybdène austénitique
- résistant à l’eau de mer
- résistant à l’acide sulfurique dilué et à l’acide chlorhydrique dilué
- résistant à la corrosion intergranulaire après le soudage
- très bien formable à froid
- très bien soudable
- résistant à la chaleur jusqu’à 600°C
- non magnétisable
Applications possibles
Grâce au titane stabilisant présent dans ce matériau, il peut être utilisé aussi bien dans des environnements à haute température que dans des environnements corrosifs comme les chlorures ou le soufre. Il peut être utilisé pour des applications dans le traitement chimique et dans l’industrie de la pâte et du papier, où des produits chimiques et des hautes températures sont utilisés/nécessaires.
- industrie chimique
- industrie textile
- industrie pétrolière
- industrie du bâtiment
- industrie alimentaire
- industrie du savon
- industrie papetière
- industrie de la photo
- industrie de la peinture
- industrie du caoutchouc
- construction mécanique
- construction d’appareils
- construction de pompes
- construction de compresseurs
- construction de canalisations
- construction navale
- technique médicale
- industrie pharmaceutique
- technique nucléaire
1.4571 Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Mo | Ni | Ti |
|---|---|---|---|---|---|---|---|---|
| 0,0 - 0,08 | 0,0 - 1,0 | 0,0 - 2,0 | 0,0 - 0,045 | 0,0 - 0,015 | 16,5 - 18,5 | 2,0 - 2,5 | 10,5 - 13,5 | 0,0 - 0,7 |
Dénomination chimique:
X6CrNiMoTi17-12-2
Dureté d’utilisation:
max. <20 HCR
Dureté à la livraison:
max. 215 HB
1.4571 PROPRIÉTÉS PHYSIQUES
À quel groupe d’acier appartient le 1.4571 ?
- Acier inoxydable austénitique
- Acier inoxydable résistant à la corrosion
- Acier inoxydable résistant aux acides
- Acier inoxydable
- Acier au chrome
- Acier V4A
Le 1.4571 est-il un acier inoxydable ?
Oui, le 1.4571 est un acier inoxydable classique. Par conséquent, il a une teneur en chrome minimale de 10,5 %.
Le 1.4571 est-il résistant à la corrosion ?
Avec une teneur en chrome comprise entre 16,5 et 18,5 %, l’acier 1.4571 est résistant à la corrosion.
1.4571 Résistance générale à la corrosion
L’acier 1.4571 présente une bonne résistance à l’air, à l’eau douce, aux jus de fruits et de légumes, ainsi qu’une résistance modérée aux acides dilués tels que l’acide sulfurique et l’acide chlorhydrique dilués. Il est également résistant à la corrosion intergranulaire après soudage.
1.4571 Corrosion en milieu gazeux
Le 1.4571 peut être utilisé dans des environnements où la température de l’air peut atteindre 850 °C et celle de la vapeur 750 °C. Sa résistance à la corrosion est plus faible dans les gaz de combustion soufrés. Dans ces environnements, le 1.4571 peut être utilisé à des températures allant jusqu’à 600-750 °C, selon les conditions d’utilisation. Il est important de tenir compte du caractère oxydant ou réducteur de l’atmosphère, notamment en ce qui concerne la teneur en oxygène et la présence d’impuretés telles que le sodium et le vanadium.
1.4571 Corrosion caverneuse/par piqûres
Grâce au molybdène ajouté, le 1.4571 convient aux eaux contenant jusqu’à 2 000 ppm de chlorure. Bien que considéré comme suffisant pour certaines applications exposées au brouillard salin, il ne doit pas être utilisé pour les applications en eau de mer contenant 19 000 ppm de chlorure.
1.4571 Corrosion intergranulaire
L’ajout de titane peut empêcher la précipitation de carbures de chrome aux limites de grains après un chauffage prolongé à une température comprise entre 450 et 850 °C.
1.4571 Fissuration par corrosion sous contrainte
Les aciers austénitiques sont sensibles à la fissuration par corrosion sous contrainte, qui peut survenir à des températures supérieures à 60 °C lorsque l’acier est soumis à des contraintes de traction ou au contact simultané de solutions contenant du chlorure.
Le 1.4571 est-il magnétisable ?
Non, l’acier inoxydable 1.4571 est généralement amagnétique à l’état recuit et ne convient pas aux systèmes de serrage magnétique. Certains procédés, comme le formage à froid, peuvent rendre ce matériau légèrement magnétique.
1.4571 Travail à chaud
Chauffez le matériau à une température minimale de 900 °C et ne le laissez pas descendre en dessous. La température idéale se situe entre 1 150 et 1 260 °C, puis laissez-le refroidir à l’air. Pour garantir une résistance optimale à la corrosion, un recuit ultérieur est recommandé.
1.4571 Travail à froid
L’acier inoxydable 1.4571 présente de bonnes propriétés de formage à froid et peut être laminé, poinçonné, refoulé et étiré. Un recuit est recommandé pour réduire les contraintes internes. Le travail à froid augmente la résistance et la dureté de cette nuance d’acier.
1.4571 Résistance à l'usure
Cet acier inoxydable obtient une note de 2 pour sa résistance à l’usure, sur une échelle où 1 est faible et 6 élevé.
1.4571 PROPRIÉTÉS TECHNIQUES
Le 1.4571 est-il un acier à couteaux ?
Le 1.4571 n’est généralement pas utilisé comme acier à couteaux. Sa faible teneur en carbone lui confère une faible tenue du tranchant. Malgré sa bonne ténacité, qui le rend résistant à l’écaillage et à la rupture, cette résistance compromet également sa tenue du tranchant. Même sa forte résistance à la corrosion ne suffit pas à faire de cette nuance un bon acier à couteaux. Un bon acier à couteaux présente un bon équilibre entre dureté et résistance à la corrosion.
1.4571 Arbeitshärte
Die Arbeitshärte von Edelstahl 1.4571 liegt im Bereich von max. <20 HRC
1.4571 Densité
La densité typique de l’acier inoxydable 1.4571 est de 8,0 g/cm³ à température ambiante.
1.4571 Résistance à la traction
La résistance à la traction du 1.4571 est d’environ 690 N/mm². Pour obtenir cette valeur, un essai de traction est réalisé afin de déterminer la force nécessaire pour étirer ou allonger un échantillon avant sa rupture.
1.4571 Limite d'élasticité
La limite d’élasticité indique la tension qui peut être exercée sur un matériau avant qu’il ne subisse une déformation plastique. Au-delà de ce point, il ne revient plus à sa forme initiale, même si les tensions sont supprimées. Le matériau se déforme de manière permanente ou se brise au-delà de ce point. La zone pour l’acier inoxydable 1.4571 est d’environ 200 N/mm².
1.4571 Usinabilité
Pour éviter un écrouissage excessif, les lames des outils doivent être tranchantes. Lubrifiants et liquides de refroidissement doivent être utilisés généreusement pour éviter la concentration de chaleur au niveau des lames. Des brise-copeaux doivent être utilisés pour maintenir la pièce propre.
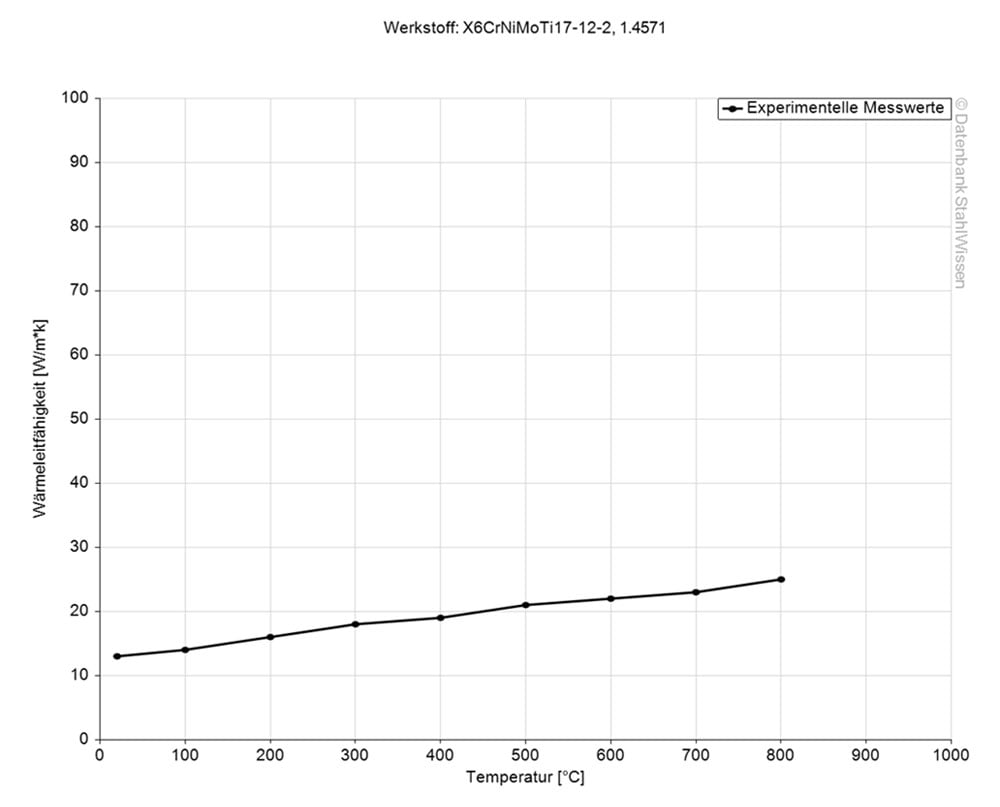
1.4571 Conductivité thermique du matériau
La conductivité thermique du matériau 1.4571 à une température de 20 °C est de 15 W/(m²*K).
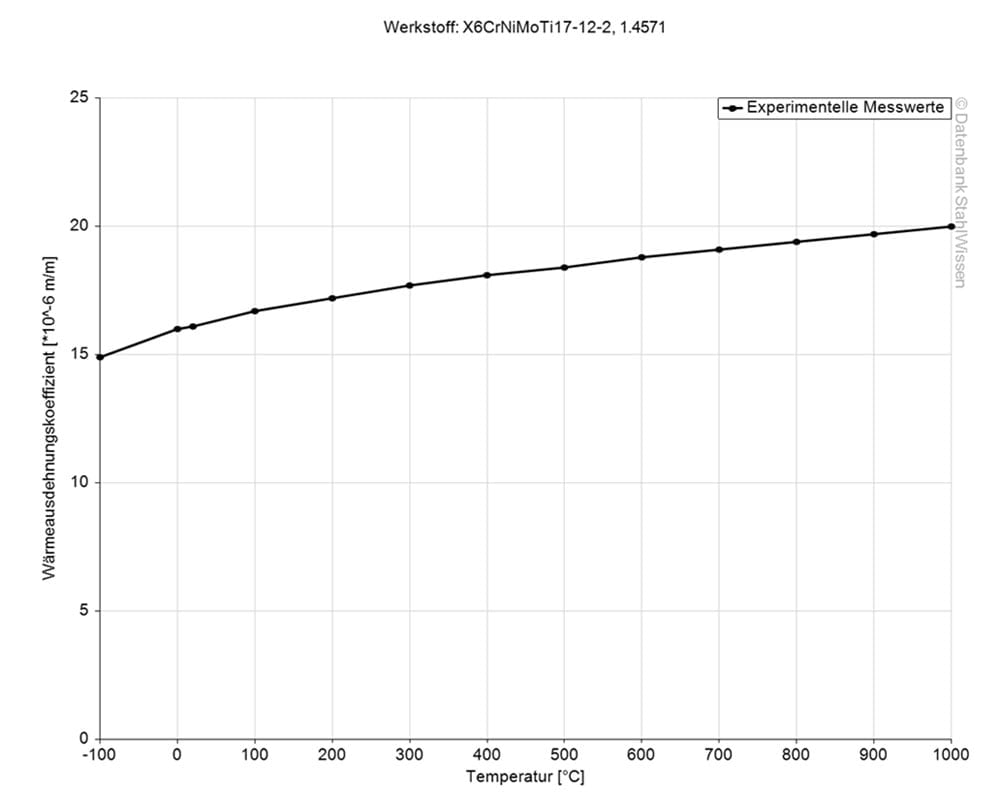
1.4571 Coefficient de dilatation thermique
Le tableau suivant présente la dilatation et la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou soumis à de fortes variations de température.
Coefficient de dilatation thermique moyen
10-6m/(m*K)
À une température de
16,5
20 – 100 °C
17,5
20 – 200 °C
18,0
20 – 300 °C
18,5
20 – 400 °C
19,0
20 – 500 °C
19,0
20 – 600 °C
19,5
20 – 700 °C
19,5
20 – 800 °C
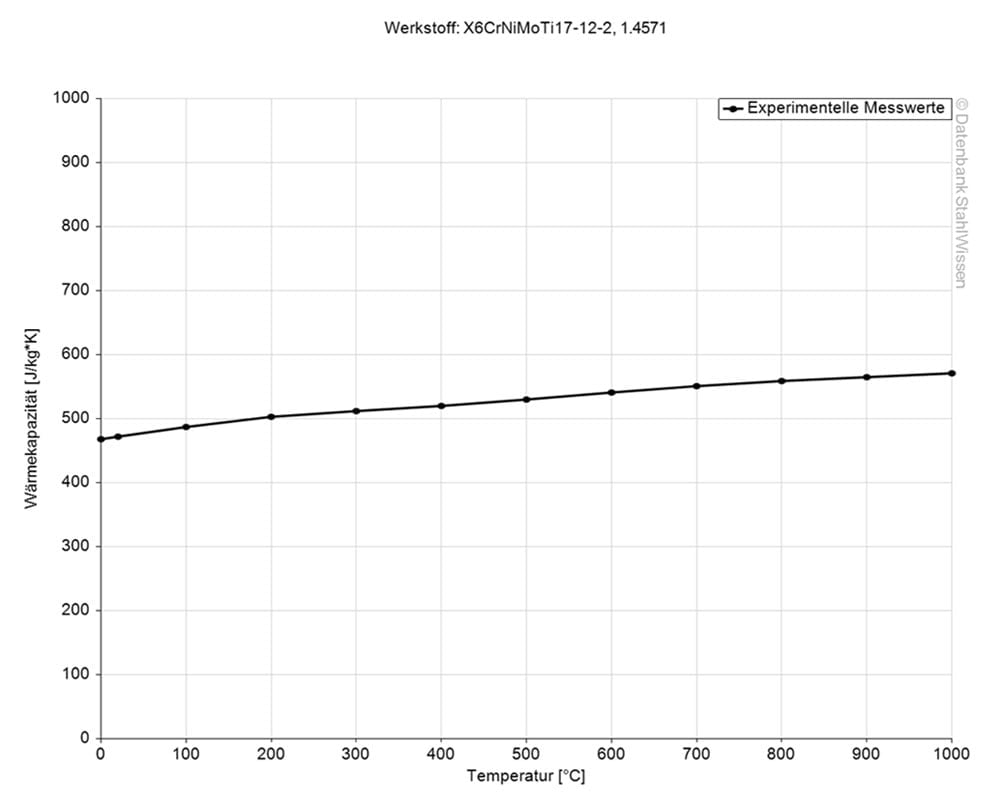
1.4571 Capacité thermique massique de l'acier inoxydable
La capacité thermique de l’acier inoxydable 1.4571 à température ambiante est de 0,5 J/kg*K. Cette valeur indique la quantité de chaleur nécessaire pour élever la température d’une quantité donnée de matériau 1.4571 de 1 K.
1.4571 Résistance électrique spécifique
Le tableau suivant indique la résistance électrique spécifique selon la norme DIN 1.4571. La conductivité électrique est l’équivalent de la résistance spécifique.
Résistivité électrique spécifique
Valeur (Ohm*mm²)/m
À une température de
0,75
20 °C
PERFECTION!

1.4571 PROCÉDÉ
1.4571 Traitement thermique
Le traitement thermique détermine les propriétés du matériau. Il doit donc toujours être réalisé avec soin. Des propriétés telles que la résistance, la ténacité, la dureté superficielle et la résistance à la température sont déterminées, ce qui permet de prolonger ou d’améliorer la durée de vie des pièces, des outils et des composants.
Le traitement thermique comprend la mise en solution, le recuit, la normalisation, le recuit de détente, ainsi que le revenu, le durcissement, le refroidissement et la trempe.
1.4571 Recuit
Pour le recuit, la pièce est chauffée à une température de 1 020 à 1 110 °C, puis refroidie à l’eau ou à l’air.
1.4571 Refroidissement
Le refroidissement doit être effectué à l’eau à une température de 1 020 à 1 120 °C pour les pièces de plus de 2 mm d’épaisseur, et à l’air pour celles de moins de 2 mm d’épaisseur.
1.4571 TRAITEMENT DE SURFACE
1.4571 Passivation
Ce procédé consiste à éliminer le fer libre de la surface du matériau à l’aide d’acide nitrique ou citrique. La passivation permet d’améliorer encore la résistance à la corrosion déjà élevée du 1.4571 en déposant une couche d’oxyde de chrome.
1.4571 Projection de billes
Des particules abrasives, telles que des billes de verre ou de céramique, sont projetées sur la surface pour éliminer les contaminants tels que la rouille, la peinture ou le tartre et obtenir un fini mat et uniforme.
1.4571 Grenaillage de précontrainte
Le grenaillage de précontrainte est un traitement par impact qui consiste à projeter plusieurs projectiles à grande vitesse sur la surface du matériau, créant de petites empreintes qui éliminent les pics de contrainte. Cela améliore la résistance de la surface et prévient les dommages dus à la fatigue et à la corrosion sous contrainte.
1.4571 Procédé PVD (dépôt physique en phase vapeur)
Le revêtement PVD consiste à appliquer une fine couche sur la surface du 1.4571. Bien que ce procédé soit souvent utilisé à des fins décoratives, par exemple pour donner une belle couleur au matériau, le revêtement PVD peut améliorer la résistance à l’usure et le pouvoir lubrifiant.
- PVD – Dépôt physique en phase vapeur
- CVD – Dépôt chimique en phase vapeur
1.4571 Électropolissage
L’électropolissage est un procédé chimique non mécanique qui utilise un courant électrique pour retirer une fine couche de matière et lui donner une surface lisse et brillante. Ce procédé ne doit pas être confondu avec la passivation, également un procédé chimique non mécanique, mais qui n’utilise pas d’électricité.
1.4571 USINAGE
1.4571 Variations dimensionnelles
La déformation plastique due aux contraintes mécaniques, aux changements de phase et aux échauffements et refroidissements locaux pendant le soudage peut entraîner des variations dimensionnelles. Comme tous les matériaux métalliques, le 1.4571 se dilate à certaines températures et se contracte avec les variations de température. Pour plus d’informations, consultez notre tableau des coefficients de dilatation thermique.
1.4571 Forgeage
Chauffez la pièce à environ 1 150-1 180 °C. Le forgeage s’effectue à une température comprise entre 1 180 et 950 °C, puis refroidissez-la à l’air ou à l’eau.
1.4571 Soudage de l'acier inoxydable
L’acier inoxydable 1.4571 peut être soudé selon la plupart des procédés courants, avec ou sans métal d’apport. Cependant, le soudage au gaz est à éviter en raison du risque de carburation. Aucun traitement thermique après soudage n’est requis. Le ternissement peut être éliminé chimiquement ou mécaniquement pour maintenir une résistance optimale à la corrosion.
1.4571 Fabrication
Éviter toute contamination du matériau lors de la fabrication par les outils utilisés. Pour éviter cette contamination, utiliser uniquement des outils adaptés à l’acier inoxydable, afin de ne pas endommager la surface des produits. Nettoyer soigneusement tous les outils et surfaces de travail pour éviter toute contamination.

















