






1.2360 / 1.2360 mod. - EN UN COUP D'ŒIL
1.2360 / 1.2360 mod. - EN UN COUP D'ŒIL
L’acier 1.2360 / 1.2360 mod. est un acier pour travail à froid durcissant à l’air et avec une teneur en chrome de 8 %, également connu sous le nom d’acier Chipper. Il est utilisé partout où une combinaison de haute ténacité et de bonne résistance à l’usure est nécessaire. Le X48CrMoV8-1-1 / X48CrMoV8-1 dispose d’une excellente stabilité dimensionnelle pendant le traitement thermique.
Caractéristiques techniques
L’un dans l’autre, le 1.2360 / 1.2360 mod. est un acier pour travail à froid très robuste utilisable universellement. Il se distingue par son aptitude à la trempe à cœur, sa haute ténacité et sa résistance à l’usure.
• acier à outils
• acier Chipper-Knife
• acier de travail à froid
• acier durcissable à l’air
• haute résistance à l’usure
• bonne résistance au revenu
• utilisable universellement
• érodable
• nitruable
• non soubable
Applications possibles
Le 1.2360 / 1.2360 mod. est souvent choisi pour sa combinaison de résistance à l’usure et de ténacité. Les pièces à usiner sont soumises à des forces telles que des chocs et des coups ainsi qu’à une usure importante, comme par exemple lors de l’abattage d’arbres.
Voici quelques applications du 1.2360 / 1.2360 mod. :
Des poinçons, des matrices et des outils de forme : la rupture et l’éclatement lors de l’utilisation du 1.2360 / 1.2360 mod. sont évités grâce à sa bonne résistance à l’usure et à son excellente ténacité. À température ambiante, il est facile à former/déformer, par exemple en cas de refoulement à froid. La robustesse du 1.2360 / 1.2360 mod. évite l’éclatement ou la fissuration des poinçons et des matrices ainsi que la déformation sous pression.
Des couteaux, des lames et des outils de coupe : les lames et couteaux de cisaillement, d’entaillage ou de coupe doivent présenter une bonne capacité de coupe, mais aussi pouvoir résister à certains chocs. Ici aussi, la résistance à l’usure et la ténacité du 1.2360 / 1.2360 mod. sont importantes.
• outils de coupe
• outils de poinçonnage
• outils de frappe
• outils de formage
• matrices de presse
• calottes de matrice
• poinçons pour extrusion
• armatures
• outils d’extrusion à froid
• outils pour tubes
• outils de découpe
• cisailles pour produits laminßes
• lames de cisailles pour feuilles de tôle jusqu’à 15 mm
• lames industrielles
• lames d’usinage du bois
• cutters
1.2360 / 1.2360 mod. Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,45 - 0,5 | 0,7 - 0,9 | 0,35 - 0,45 | 0,0 - 0,02 | 0,0 - 0,005 | 7,3 - 7,8 | 1,3 - 1,5 | 1,3 - 1,5 |
Dénomination chimique:
X48CrMoV8-1-1/ X48CrMoV8-1
Dureté d’utilisation:
50-60 HRC
Dureté à la livraison:
max. 250 HB
1.2360 / 1.2360 mod. PROPRIÉTÉS PHYSIQUES
À quel groupe d'acier la nuance 1.2360 / 1.2360 mod. appartient-elle ?
- Acier à outils
- Acier pour travail à froid
L'acier 1.2360 / 1.2360 est-il inoxydable ?
Tandis que l’acier inoxydable classique est composé d’au moins 10,5 % de chrome, l’acier 1.2360 / 1.2360 mod. a une teneur en chrome de 7,8 %.Ainsi ce dernier n’est-il pas un acier inoxydable classique. Pour protéger l’acier 1.2360 / 1.2360 mod. et pour éviter que les pièces se corrodent, elles devraient être revêtues d’une couche protectrice.
L'acier 1.2360 / 1.2360 mod. résiste-t-il à la corrosion ?
Même si l’acier 1.2360 / 1.2360 mod. présente une certaine résistance à la corrosion en raison de sa teneur en chrome, il n’y résiste pas totalement. Pour être classée dans le groupe des aciers résistants à la corrosion, une nuance d’acier doit présenter une teneur en chrome d’au moins 10,5 %.
L'acier 1.2360 / 1.2360 mod. est-il magnétisable ?
Ferromagnétique, l’acier 1.2360 / 1.2360 mod. est magnétisable tout en se prêtant à la technique de serrage magnétique.
1.2360 / 1.2360 mod. Travail à froid
La température de fonctionnement de l’acier 1.2360 / 1.2360 mod. permet que l’on utilise les pièces dans une marge de températures d’utilisation de 20 à 500 °C.
1.2360 / 1.2360 mod. Résistance à l'usure
L’alliage 1.2360 / 1.2360 mod. se compose d’éléments comme, par exemple, le chrome, le molybdène et le vanadium, qui augmentent tous la résistance à l’usure de cet acier. L’acier 1.2360 / 1.2360 mod. contient, à côté des éléments mentionnés, beaucoup de carbone, ce qui lui procure une dureté élevée.
1.2360 / 1.2360 mod. CARACTÉRISTIQUES TECHNIQUES
L'acier 1.2360 / 1.2360 mod. est-il un acier de coutellerie ?
Cette nuance d’acier, également connu sous le nom d’acier Chipper-Knife, se prête à la fabrication de couteaux destinés à fendre du bois, à couper du bois et d’autres matériaux fibreux, les couteaux et es lames présentant en effet une tès bonne ténacite et une très bonne résistance à l’usure. Les couteaux et les lames fabriqués à partir de l’acier 1.2360 / 1.2360 mod. ne sont pas destinés à être utilisés quotidiennement dans la cuisine, mais plutôt comme couteaux industriels et comme couteaux pour poids lourds.
1.2360 / 1.2360 mod. Dureté d'utilisation
La dureté d’utilisation de l’acier 1.2360 / 1.2360 mod. se situe entre 50 et 60 HRC.
1.2360 / 1.2360 mod. Densité
À la température ambiante, la densité de l’acier 1.2360 / 1.2360 mod. tourne de manière tout à fait typique autour de 7,8 g/cm3.
1.2360 / 1.2360 mod. Résistance à la traction
La résistance à la traction de l’acier 1.2360 / 1.2360 mod. tourne autour de 850 N/mm2 à la livraison. La résistance à la traction indique la charge admissible maximale. Pour l’établir, on procède à un essai de traction, qui révèle combien de force est nécessaire pour tractionner ou allonger un échantillon avant qu’il ne rompe.
1.2360 / 1.2360 mod. Limite élastique apparente
La limite élastique apparente indique combien de contrainte l’acier peut supporter avant qu’il commence à se déformer plastiquement. Avant, il retrouve sa forme initiale sitôt la contrainte ayant disparu. Par contre, la limite franchie, l’acier se déforme définitivement ou rompt même.
1.2360 / 1.2360 mod. Usinabilité
Sur une échelle graduée de 1, qui représente un degré faible, à 6, haut degré, l’usinabilité de l’acier 1.2360 / 1.2360 mod. obtient la note 3.
1.2360 / 1.2360 mod. Conductbilité thermique
Le tableau qui suit fournit les valeurs de la conductibilité thermique de l’acier à outils 1.2360 / 1.2360 mod. en fonction de différentes températures.
Conductibilité thermique
Valeur W/(m*K)
À une température de
26,1
20 °C
27,1
200 °C
28,6
400 °C
1.2360 / 1.2360 mod. Coefficient de dilatation thermique
Le tableau qui suit fournit, en fonction de différentes températures, les valeurs de la dilatation ou de la contraction. Ces valeurs sont potentiellement très importantes, par exemple lorsque les pièces sont confrontées à des températures élevées ou à de fortes variations de température.
Coefficient de dilatation thermique moyen
Valeur W/(m*K)
À une température de
11,6
20 – 200 °C
11,3
68 – 400 °C
1.2360 / 1.2360 mod. Capacité thermique spécifique
La capacité thermique spécifique de l’acier 1.2360 / 1.2360 mod. se chiffre à 460J/g-°C à la température ambiante. Cette valeur indique combien de chaleur il faut pour augmenter la température d’une certaine quantité de matériau de 1 kelvin.
1.2360 / 1.2360 mod. Résistance électrique spécifique
Vous trouvez la résistance électrique spécifique dans le tableau qui suit. La conductibilité électrique est l’opposé de la résistance électrique spécifique.
Résistance électrique spécifique
Valeur (Ohm*mm²)/m
À une température de
0,19
20 °C
COMMANDEZ AUSSI EN PETITES QUANTITÉS - PAS DE MONTANT MINIMAL DE COMMANDE!

1.2360 / 1.2360 mod. PROCÉDÉS
1.2360 / 1.2360 mod. Traitement thermique
C’est en soumettant un matériau à un traitement thermique qu’on fixe ses caractéristiques. Par conséquent, on devrait toujours y procéder avec discernement. Sont ainsi fixées les caractéristiques telles que la résistance mécanique, la ductilité, la dureté superficielle et la résistance à chaud, qui peuvent, de leur côté, prolonger/améliorer la durée de vie d’éléments de construction, d’outils et de composants.
Font partie des traitements thermiques le recuit de mise en solution, le recuit d’adoucissement, la normalisation, le recuit de relaxation mais aussi le revenu, le durcissement, la trempe, le traitement de trempe et revenu.
1.2360 / 1.2360 mod. Recuit
Une fois l’usinage à chaud fini et avant que l’on passe à l’étape de durcissement par précipitation, le matériau devrait être soumis à une opération de recuit.
Chauffez les pièces à usiner à une vitesse de 220 °C par heure au maximum, jusqu’à ce que la température ait atteint 885 °C. Maintenez cette température pendant une heure la tranche de 25 mm d’épaisseur, mais au moins pendant deux heures.
Vous terminez ce processus en faisant refroidir le matériau lentement au four, par étappes de 10 °C, jusqu’à ce que la température se chiffre à 650 °C. Ensuite, vous pouvez continuer à faire refroidir le matériau au four ou à l’air jusqu’à ce qu’il atteigne la température ambiante.
1.2360 / 1.2360 mod. Recuit de détente
Afin de réduire les contraintes internes après l’usinage primaire, faites chauffer la pièce à usiner à 650 °C et maintenez cette température durant deux heures. Terminez ce processus en recourant au refroidissement lent au four.
1.2360 / 1.2360 mod. Normalisation
En général, la normalisation est un processus visant à rendre la microstructure du matériau uniforme. Il en résulte une structure granulaire améliorée s’accompagnant de caractéristiques mécaniques optimisées.
Cette qualité d’acier n’est pas soumise au traitement de normalisation.
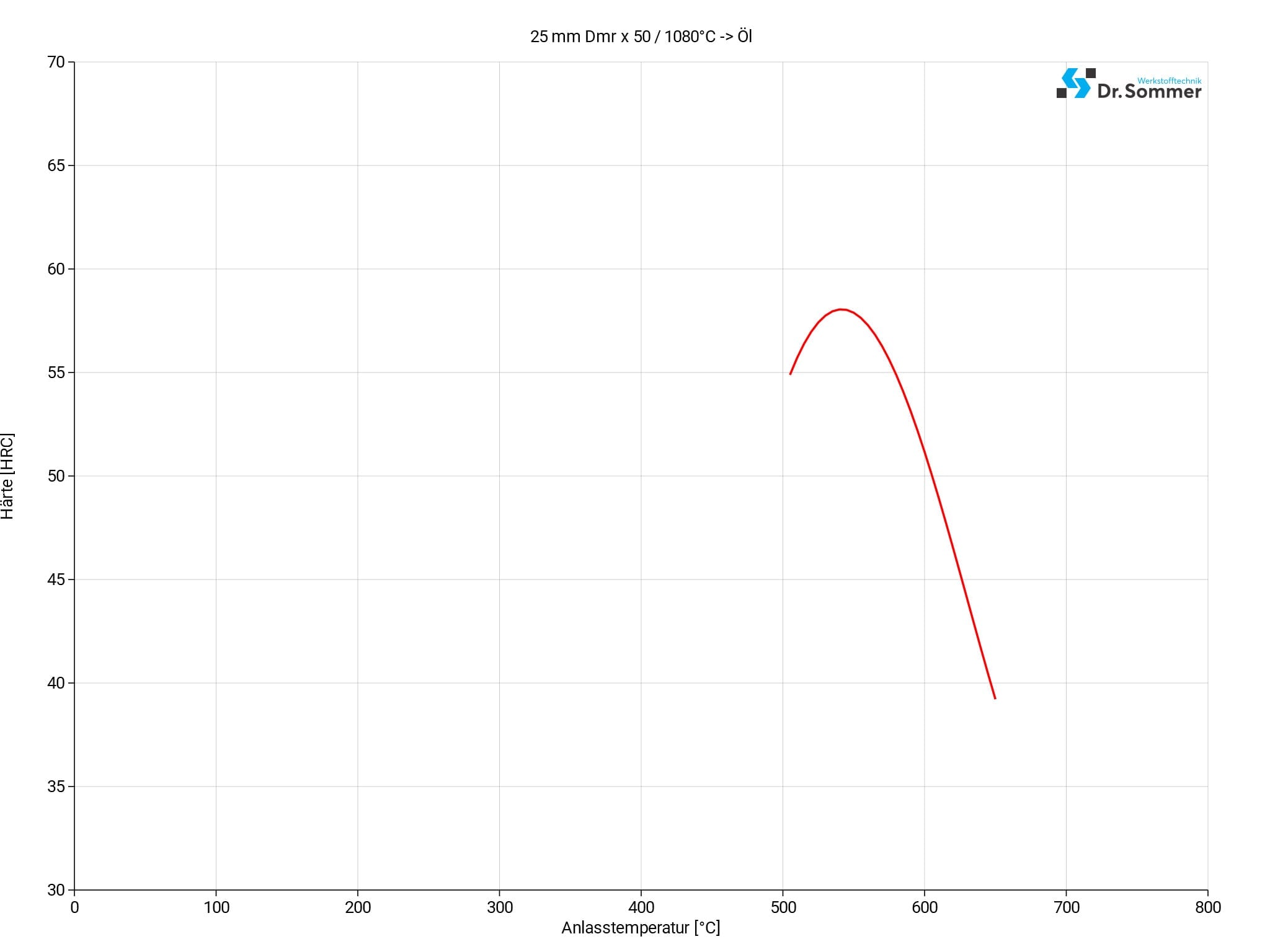
1.2360 / 1.2360 mod. Revenu
Aussitôt les pièces à usiner en 1.2360 / 1.2360 mod. trempées, faites-les revenir à une température comprise entre 150 et 315 °C. Maintenez la température durant une heure chaque tranche de 25 mm d’épaisseur, mais au moins durant deux heures et laissez refroidir les pièces à l’air jusqu’à ce qu’elles atteignent la température ambiante. Si vous souhaitez faire revenir les pièces à usiner à deux reprises, il est nécessaire que la température soit égale ou supérieure à 480 °C.
Il est expressément conseillé de prolonger la durée de maintien et de la faire durer 4 à 6 heures pour les matériaux censés être soumis à l’érosion et pour ceux se caractérisant par une coupe transversale supérieure à 152 mm.
1.2360 / 1.2360 mod. Durcissement
Préchauffer l’acier 1.2360 / 1.2360 mod. lentement. Commencez par le préchauffer à 400 °C, puis à 650 °C et ensuite à 850 °C. Continuez à augmenter la température jusqu’à ce qu’elle si situe entre 1030 et 1070 °C (température d’austénitisation) dans un four ou dans du sel et faites ramollir la pièce à usiner durant un laps de temps qui dépend de son épaisseur totale: 30 minutes pour la première tranche de 25 mm d’épaisseur et 15 minutes pour chaque nouvelle tranche de 25 mm d’épaisseur qui s’y ajoute.
1.2360 / 1.2360 mod. Traitement par le froid
Le traitement au-dessous de 0 °C peut augmenter la résistance à l’usure de l’acier 1.2360 / 1.2360 mod. et améliorer la stabilité dimensionnelle et la ténacité.
1.2360 / 1.2360 mod. Trempe
L’on arrive à éviter que la pièce à travailler subisse des modifications dimensionnelles ou qu’elle se déforme en recourant à un milieu de trempe qui soit le plus doux possible. L’opération de trempe doit succéder directement au processus de durcissement par précipitation. Si vous choisissez l’huile comme milieu de trempe, veillez à ce que l’huile soit préchauffée à une température comprise entre quelque 50 et 65 °C.
- Bain chaud (refroidissement de la pièce à travailler à quelque 550 °C)
- Air
- Gaz de pression
- Trempe à l’huile, jusqu’à ce que la pièce se noircisse à quelque 482 °C, puis laisser refroidir à l’air calme à une température comprise entre 66 et 51 °C.
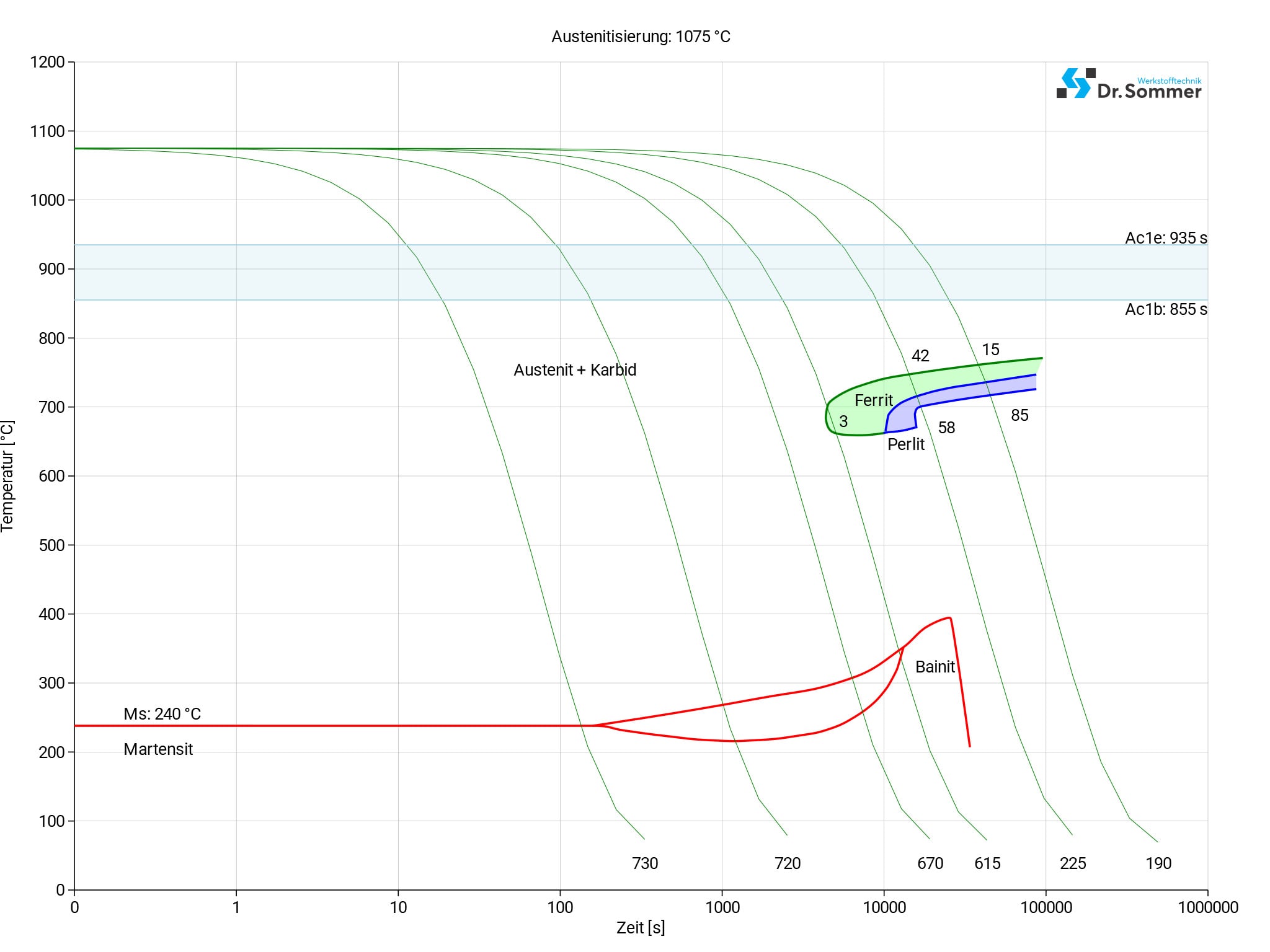
1.2360 / 1.2360 mod. Diagramme TRC (diagramme de transformation en refroidissement continu)
Ce diagramme illustre des variations minimales, se produisant au fil du temps à des températures différentes. Celles-là entrent en jeu lorsqu’on opère un traitement thermique, car elles sont révélatrices des conditions optimales pour des processus tels que le durcissement, le recuit et la normalisation.
1.2360 / 1.2360 mod. TRAITEMENT DE SURFACE
1.2360 / 1.2360 mod. Nitruration
En enrichissant la surface d’azote, l’on provoque une amélioration de la dureté et de la résistance à l’usure et, par conséquent, un allongement de la durée de vie des pièces à usiner.
1.2360 / 1.2360 mod. Carburation
Ce processus consiste à enrichir la surface de carbone. C’est grâce au traitment de trempe et revenu / à la trempe et au revenu, après la carburation, que la surface se durcit tandis que le coeur reste tenace.
1.2360 / 1.2360 mod. Carbonitruration
La carbonitruration consiste à enrichir la surface de carbone et d’azote, ce qui donne au matériau une surface plus dure, une meilleure résistance à l’usure et aux pièces à usiner une durée de vie prolongée.
1.2360 / 1.2360 mod. Revêtement d'oxyde noir
Il s’agit, dans la plupart des cas, d’un affinage décoratif. L’application d’un revêtement d’oxyde noir sur le matériau lui procure une certaine résistance à la corrosion.
1.2360 / 1.2360 mod. Procédés PVD et CVD
Les deux procédés consistent à recouvrir le matériau d’une couche fine et dure. La procédure peut élever la dureté, améliorer la résistance à l’usure et réduire / diminuer la friction.
- PVD – dépôt physique en phase vapeur
- CVD – dépôt chimique en phase vapeur
1.2360 / 1.2360 mod. USINAGE
Une certaine prudence s’impose lors de l’usinage de l’acier 1.2360 / 1.2360. Vu que l’acier est trempant à l’air l’enlèvement du matériau devrait se faire assez rapidement. Il est possible que l’usinage fasse augmenter / s’intensifier la chaleur / les températures considérablement, ce qui peut conduire à un durcissement structural du matériau lors de l’usinage.
L’acier 1.2360 / 1.2360 mod. est un matériau très dur, dont l’usinage nécessite éventuellement des outils spécifiques. Étant donnée sa haute résistance à l’usure, il se peut que ces outils doivent être remplacés ou aiguisés plus fréquemment.
1.2360 / 1.2360 mod. Érosion
Il est possible d’éroder l’acier 1.2360 / 1.2360 mod., même si le matériau peut se révéler teilweise extrêmement dur. Grâce à l’érosion, on peut tirer de ce matériau ainsi que d’autres nuances des formes bien compliquées et vu que, pendant ce temps-là, le matériau n’est pas en contact physique avec l’outil, celui-là n’est pas exposé à des forces mécaniques. L’érosion est un bon choix pour des pièces à usiner avec une marge de tolérance plutôt étroite ou dont la qualité de surface est censée être meilleure. Il arrive que l’érosion rende la surface rugueuse et la couvre d’une couche blanche, qui peut être enlevée au moyen d’un meulage et d’un polissage. Sinon / Si on ne l’enlève pas, il se peut que la durée de vie et la performance soient altérées / Sinon, le non-enlèvement peut altérer la durée de vie et la performance des pièces à usiner.
1.2360 / 1.2360 mod. Surépaisseur d'usinage / variations de dimensions
Les traitements thermiques, les usinages ou le forgeage peuvent entraîner des variations dimensionnelles, mais aussi des transformations de phase lors de la trempe. Un réchauffement fort peut être à l’origine d’un fluage et d’une décarburation et, par conséquent, de variations dimensionnelles / variations de dimensions. Comme il s’agit d’un acier pour travail à froid, il est impératif que l’on veille à éviter une surchauffe. En outre, on devrait choisir le bon milieu de trempe ainsi que la bonne méthode de trempe. Afin de réduire les contraintes internes, il est conseillé de préchauffer et de réchauffer le matériau.
1.2360 / 1.2360 mod. Forgeage
Préchauffez les pièces à usiner lentement à une température de 650 – 680 °C et augmentez la température ensuite régulièrement jusqu’à ce qu’elle se situe entre 1050 et 1100°C. Le forgeage devrait se faire à une température supérieure à 1000 °C, sans jamais avoir lieu à une température inférieure à 900°C fallen. Les pièces à usiner devraient refroidir lentement, afin de ne pas se fissurer.
1.2360 / 1.2360 mod. Soudage
Sur le fond, l’acier 1.2360 / 1.2360 mod. ne se prête pas à subir une opération de soudage.
















