





HSS PM 4 (AFNOR HS6-5-4) - EN UN COUP D'ŒIL
Quel type d'acier est le HSS PM 4 (AFNOR HS6-5-4) ?
Le HSS PM 4 (numéro de matériau 1.3361) se distingue par une structure très propre et homogène avec des carbures répartis uniformément qui optimisent sa résistance à l’usure. La haute teneur en carbone et en vanadium confère au PM 4 (PMHS 6-5-4) une résistance exceptionnelle à l’abrasion, ce qui le rend particulièrement approprié pour les poinçons de travail à froid, l’usinage d’alliages abrasifs et les applications d’enlèvement de copeaux à haute vitesse.
Le tungstène (W)
forme des carbures (en particulier le carbure de tungstène) qui augmentent la dureté à chaud, la résistance au revenu et la résistance à l’usure.
Le molybdène (Mo)
le molybdène peut remplacer le tungstène et a le même effet que ce dernier pour une masse deux fois moindre. Le molybdène forme du carbure, augmente la dureté à chaud ainsi que la résistance au revenu et à l’usure, mais doit être soumis à un traitement thermique plus complexe.
Le chrome (Cr)
participe à la formation de carbure et améliore la trempabilité à cœur. Il permet ainsi de tremper des outils de grande section.
Le cobalt (Co)
augmente la température jusqu’à laquelle le matériau peut être utilisé, c’est-à-dire la température au-dessus de laquelle la martensite se transforme. Il évite la précipitation des carbures.
Le vanadium (V)
Forme du carbure de vanadium qui, comme dans certains autres aciers, augmente la résistance à l’usure en raison de sa dureté (58 HRC).
Le carbone (C)
est nécessaire à la fois pour la formation de la martensite et des carbures. La teneur est ajustée en fonction de la proportion des autres éléments.
Caractéristiques techniques
L’acier rapide PM 4 présente une superbe combinaison de propriétés dues au procédé de métallurgie des poudres. Il possède une haute résistance à l’usure, une haute ténacité, une haute dureté et une structure fine et régulière. Ces caractéristiques font de ce matériau un bon choix pour les outils et les couteaux qui doivent conserver leur tranchant pendant une longue période. La même chose s’applique aux composants comme les roues dentées et les roulements, ainsi qu’aux applications qui nécessitent des hautes vitesses.
- acier rapide
- acier métallurgique à poudre
- haute ténacité
- très haute résistance à l’usure
- haute pureté
- homogénéité optimisée
- répartition uniforme et fine des carbures
- résistance à la rupture améliorée
- stabilité des arêtes améliorée
Applications possibles
Le High Speed Steel (HSS) ou acier rapide est un acier fortement allié, souvent utilisé pour les forets, les tarauds, les outils de tournage et les broches. Comparé à l’acier ordinaire pour travail à froid, qui perd sa dureté à environ 200 °C, le PM 4 conserve sa dureté jusqu’à une température de 600 °C, ce qui permet une vitesse de coupe 3 à 4 fois plus élevée. La base de ses propriétés se trouve dans ses alliages ainsi que dans sa structure martensitique.
- outils de poinçonnage
- outils de coupe de précision
- outils d’usinage
- outils de brochage
- lames rotatives
- outils d’usinage du bois
- lames d’engrenage
- segments pour scies circulaires
- scies à métaux
- filières
- fraises coniques
- poinçons de filage à froid
- outils d’emboutissage profond
- moules pour matières plastiques avec une résistance à l’usure élevée
HSS PM 4 Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Mo | V | W |
|---|---|---|---|---|---|---|---|---|
| 1,25 - 1,4 | 0,0 - 0,45 | 0,0 - 0,4 | 0,0 - 0,03 | 0,0 - 0,03 | 3,8 - 4,5 | 4,2 - 5,0 | 3,7 - 4,2 | 5,2 - 6,0 |
Dénomination chimique:
PMHS6-5-4 / PM1.3361
Dureté d’utilisation:
62-65 HRC
Dureté à la livraison:
max. 270 HB
HS6-5-4 CARACTÉRISTIQUES PHYSIQUES
Quel type d'acier est le HS6-5-4 (1.3361) ?
- Acier rapide
- Acier pour moulage plastique
- Acier pour travail à froid
- Acier pour travail à chaud
Qu'est-ce que l'acier PM ?
L’acier PM (Powder Metallurgy/métallurgie des poudres) résulte de la fusion d’un acier dans un fourneau à induction suivie par l’irradiation de l’acier fondu au moyen d’un gaz inerte, qui décompose l’acier et en fait de très petites gouttelettes. Ces dernières se consolident en quelques secondes, se transformant ainsi en une poudre extrêmement fine et qui ne risque quasiment pas de se déshomogénéiser. On verse cette poudre par la suite dans une capsule qui se voit vider complètement de l’air qui s’y trouve. Ensuite la capsule est chauffée et la poudre est agglomérée par frittage au moyen de pression. Passé un espace de temps raisonnable on fait sortir la capsule de l’acier par fraisage. Il reste ainsi un bloc d’acier doté d’une structure propre et homogène.
L'acier rapide PM 4 est-il un acier inoxydable ?
Pour être classé inoxydable, l’acier en question doit présenter une teneur en chrome égale ou supérieure à 10,5 %. Présentant une teneur en chrome de 3,8 – 4,5 %, l’acier rapide HS6-5-4 ne passe pas pour inoxydable.
L'acier rapide HS6-5-4 résiste-t-il à la corrosion ?
L’acier rapide HS6-5-4 (1.3361) ne se prête pas aux milieux corrosifs, la résistance à la corrosion qu’il présente ne suffisant pas. La résistance à la corrosion peut être améliorée par l’application d’un revêtement, une limitation temporelle et de bonnes pratiques de maintenance et de stockage.
L'acier rapide HS6-5-4 est-il magnétisable ?
Ferromagnétique, l’acier rapide HS6-5-4 est magnétisable si bien qu’il se prête à la technique de serrage magnétique.
HS6-5-4 Résistance à l'usure
Sur une échelle graduée de 1, qui représente un degré faible, à 6, haut degré, la résistance à l’usure de l’acier rapide HS6-5-4 obtient la note 6.
HS6-5-4 (1.3361) PROPRIÉTÉS TECHNIQUES
L'acier HS6-5-4 est-il un acier de coutellerie ?
L’acier HS6-5-4 est doté de certaines très bonnes caractéristiques qui favorisent la fabrication de couteaux. Grâce à son excellente résistance à l’usure, à sa bonne ténacité, à sa dureté élevée ainsi qu’à une Sttructure fine, on obtient des couteaux qui restent coupants longtemps et dont les lames restent intactes (pas de dents). Encore les couteaux ne sont-ils ‘est-il pas résistants à la corrosion. En conséquence, la prudence s’impose dans les milieux humides ou acides. Sa dureté favorise certes la conservation du tranchant, mais complique l’affûtage de couteaux en acier HS6-5-4 tout en les désavantageant concernant les applications qui nécessitent une flexibilité extrême et une résistance aux chocs extraordinaire.
1.3361 Dureté de travail ( HS6-5-4 )
La dureté de l’acier rapide HS6-5-4 se situe entre 62 et 65 HRC.
HS6-5-4 Densité de l'acier
La densité typique de l’acier rapide HS6-5-4 s’élève à 8,26 g/cm3 à température ambiante.
HS6-5-4 Résistance à la traction
Lorsque l’acier rapide HS6-5-4 est livré, sa résistance à la traction tourne autour de 920 N/mm2. Afin d’établir cette valeur de résistance à la traction, l’on procède à un essai de traction censé révéler combien de force est nécessaire pour étirer ou allonger un échantillon, avant qu’il ne rompe.
Usinabilité
Sur une échelle graduée de 1, représentant un degré faible, à 6, haut degré, l’usinabilité de l’acier rapide HS6-5-4 (1.3361) obtient la note 2.
HS6-5-4 Conductibilité thermique
À 20 °C, la conductibilité thermique de l’acier rapide HS6-5-4 s’élève à 23,5 W/(m*K).
Conductibilité thermique
Valeur W/(m*K)
Température
23,5
20 °C
26,8
350 °C
36,2
700 °C
HS6-5-4 Coefficient de dilatation thermique
Le tableau qui suit vous renseigne sur la dilatation ou la contraction du matériau en fonction de différentes températures. Il pourrait se révéler utile lorsque l’acier est exposé à de hautes températures ou à de fortes variations de température.
Coefficient de dilatation thermique moyen
Valeur 10-6m/(m*K)
À une température de
10,6
20 – 100 °C
11,7
20 – 200 °C
11,9
20 – 300 °C
12,4
20 – 400 °C
HS6-5-4 Capacité thermique spécifique
La capacité thermique spécifique de l’acier rapide HS6-5-4 s’élève à 0,493 J/kg*K à température ambiante. Cette valeur nous indique combien de chaleur sera nécessaire pour augmenter la température d’une certaine quantité de matériau de 1 kelvin.
HS6-5-4 résistance électrique spécifique
Le tableau qui suit nous indique la résistance électrique spécifique de l’acier rapide HS6-5-4. S’y oppose la conductivité électrique.
Résistance électrique spécifique
Valeur (Ohm*mm2)/m
À une température de
0,53
20°C
NOTRE PREMIÈRE EXIGENCE!

HS6-5-4 PROCÉDÉS
HS6-5-4 Traitement thermique
C’est en soumettant un matériau à un traitement thermique qu’on fixe ses caractéristiques. Par conséquent, on devrait toujours y procéder avec discernement. Sont ainsi fixées des caractéristiques telles que la résistance mécanique, la ductilité, la dureté superficielle et la résistance à chaud, qui peuvent, de leur côté, prolonger/améliorer la durée de vie d’éléments de construction, d’outils et de composants.
Font partie des traitements thermiques le recuit de mise en solution, le recuit d’adoucissement, la normalisation, le recuit de relaxation mais aussi le revenu, le durcissement, la trempe, le traitement de trempe et revenu.
HS6-5-4 Recuit
Chauffez la pièce à usiner uniformément jusqu’à ce que la température de la pièce se situe entre 840 et 870 °C, tenez-la deux heures durant, avant de commencer à la refoidir lentement à une vitesse de 10 – 20 °C par heure jusqu’à ce que la température atteigne 595 °C. Après le matériau peut refroidir à l’air.
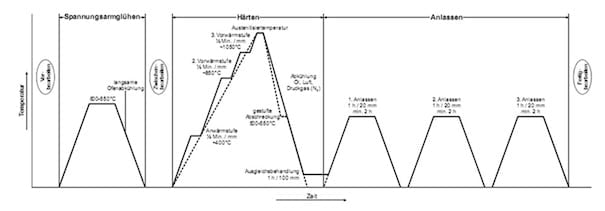
HS6-5-4 Recuit de relaxation
Une fois le dégrossissage terminé, la pièce à usiner se voit chauffer pendant environ 2 heures jusqu’à ce que la température se situe entre 600 et 700 °C, puis refoidir lentement et après soumettre à l’usinage final.
HS6-5-4 Revenu
Il est conseillé de procéder (immédiatement) au revenu, une fois la pièce trempée. Le premier processus de revenu consiste à faire chauffer les pièces à usiner jusqu’à ce que leur température se situe entre 540 – 650 °C.
Il est nécessaire de procéder au traitement de revenu à au moins deux reprises, la pièce refroidissant entre les (deux) processus de revenu jusqu’à ce que la température de la pièce ne diffère plus de la température ambiante et il est conseillé d’y procéder encore une troisième fois pour que la résistance à l’usure soit maximale, lorsque la pièce, subissant un durcissement, est exposée à une température égale ou supérieure à 1150 °C.
HS6-5-4 Durcissement
Il est conseillé de durcir l’acier HS6-5-4 dans un bain de sel, dans un four sous vide ou dans une atmosphère contrôlée.
Préchauffer l’acier rapide HS6-5-4 uniformément jusqu’à ce que la température se situe entre 790 – 845 °C, puis augmenter la température pour que cette dernière se situe entre 1190 et 1220 °C et et la maintenir peu de temps en fonction de la dureté d’utilisation choisie, l’acier ne devant pas être surchauffé. Refroidissez, pour terminer (le processus) les pièces à usiner jusqu’à ce que leur température se situe entre 40 et 50 °C. Puis le matériau peut être trempé.
HS6-5-4 Décarburation
Cette nuance d’acier est sujette à la décarburation, pourtant évitable si le traitement thermique se produit au moyen d’un four à atmosphère contrôlée.
HS6-5-4 Tremper
- Air
- Huile
- Vide
- Bain chaud (la température se situant entre 500 et 550 °C)
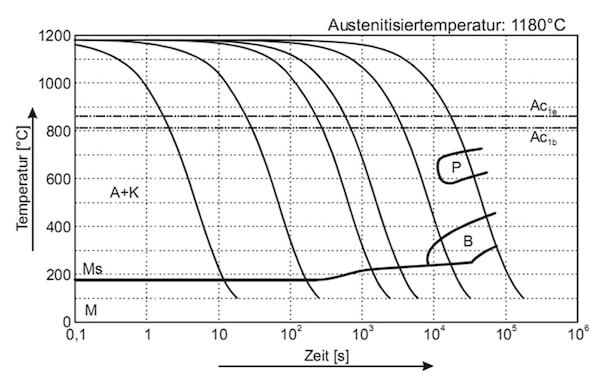
HS6-5-4 Diagramme TRC (diagramme de transformation en refroidissement continu)
Ce diagramme illustre des transformations minimales, se produisant au fil du temps à des températures différentes. Celles-là entrent en jeu lorsqu’on opère un traitement thermique, car elles sont révélatrices des conditions optimales pour des processus tels que le durcissement, le recuit et la normalisation.
HS6-5-4 (1.3361) TRAITEMENT DE SURFACE
Un traitement de surface de l’acier rapide HS6-5-4 peut améliorer la résistance à l’usure, la résistance à la corrosion et les performances. Ci-après vous trouverez quelques traitements de surface exemplaires et les avantages qu’ils présentent ainsi que les applications possibles.
HS6-5-4 Nitruration
La nitruration consiste à enrichir la surface du matériau d’azote, augmentant ainsi la dureté superficielle et, par conséquent, la résistance à l’usure d’éléments de construction et d’outils. Ce procéde s’opère tout en respectant les tolérances admises. C’est ainsi que l’on fait subir ce procédé souvent à des éléments de construction pour lesquels il est important que les tolérances admises soient respectées.
HS6-5-4 Carburation
La carburation consiste à enrichir la surface du matériau de carbone, augmentant ainsi la dureté et la résistance à l’usure. Ce sont souvent à des éléments de construction entrant souvent en contact avec d’autres que l’on fait subir ce procédé.
HS6-5-4 Carbonitruration
La carbonitruration consiste à enrichir la surface du matériau d’un mélage de carbone et d’azote. C’est grâce à ce procédé que des éléments de construction et des outils peuvent obtenir une meilleure résistance à l’usure et une durée de vie augmentée. Souvent, on fait subir ce traitement à des roues dentées ou à des paliers, qui ont besoin d’une surface dure et d’un cœur ductile.
HS6-5-4 Procédé PVD (Physical Vapor Deposition)
Ce procédé permet le recouvrir les pièces à usiner d’une couche très fine, qui améliore la dureté superficielle et la résistance à l’usure. Le procédé PVD (dépôt physique en phase vapeur) peut réduire la friction et on y soumet souvent des outils se caractérisant par une vitesse de coupe élevée.
HS6-5-4 Revêtement
L’application d’un revêtement de la nuance HS6-5-4 augmente la résistance à l’usure et la résistance à la corrosion tout en réduisant la friction. D’habitude, on soumet à ce procédé des outils de coupe ou des perceuses.
HS6-5-4 (1.3361) USINAGE
HS6-5-4 Variations de dimensions
Tels d’autres aciers, l’acier rapide HS6-5-4 est sujet à des variations de dimensions s’opérant lors des processus de chauffage et de refroidissement. En vue de réduire ces variations dimensionelles dues au fait que l’acier se déforme, il importe de bien contrôler la vitesse de chauffage et la vitesse de refroidissement ou d’utiliser des dispositifs qui fixent le matériau. Il importe tóujours de tenir compte de ces variations, de définir, par conséquent, une marge de tolérance relative au matériau et de bien contrôler les processus de chauffage et de refroidissement, quand on réclame des dimensions très précises.
HS6-5-4 Traitement par le froid
Le traitement de l’acier rapide HS6-5-4 à des températures au-dessous du point de congélation contribue à élever la résistance à l’usure et la stabilité dimensionnelle, à améliorer la ténacité et à favoriser la relaxation des contraintes. Tenant compte de la température, du temps, des applications envisagées et des caractéristiques nécessaires pour celles-ci, on peut éviter des résultats indésirables tels que la fissuration, une fragilisation extrême, l’apparition de nouvelles contraintes ou même que soit menacée la durée de vie de l’outil.
HS6-5-4 Érosion
Basée sur l’énergie thermique, s’effectuant sans que la pièce à usiner soit touchée, l’érosion est un procédé qui se prête à l’usinage de matériaux durs comme l’acier rapide HS6-5-4. Les électrodes, l’état de surface et les zones affectées par la chaleur devraient être considérés, avant que l’acier rapide HS6-5-4 soit soumis à l’érosion.
Une fois l’opération d’érosion terminée, des zones affectées par la chaleur doivent éventuellement se soumettre à un nouveau traitement thermique, afin que la structure (dans cette zone) de la pièce à usiner s’harmonise avec le reste. Il se peut que l’opération d’érosion rende la surface de la pièce raboteuse et la couvre d’une couche dite blanche. On peut la faire disparaître en affûtant et polissant la pièce.
HS6-5-4 Forgeage
Chauffer l’acier rapide HS6-5-4 graduellement jusqu’à ce que la température se situe entre 1090 et 1150 °C. Durant le forgeage, la température ne devrait pas être inférieure à 930 °C et les pièces à usiner devraient être réchauffées aussi souvent que nécessaire. Une fois le forgeage terminé, les pièces refroidissent au moyen de chaux ou de cendre.
HS6-5-4 Soudage
Les pièces d’acier rapide HS6-5-4 que l’on souhaite souder devraient être préchauffées. Par ailleurs, on devrait utiliser des matériaux de remplissage semblables au matériau de base.
HS6-5-4 Rectification
On devrait veiller à ce que la surface de la pièce à usiner ne se chauffe pas (trop), la chaleur locale étant à même d’altérer l’état superficiel de la pièce à usiner.

















