






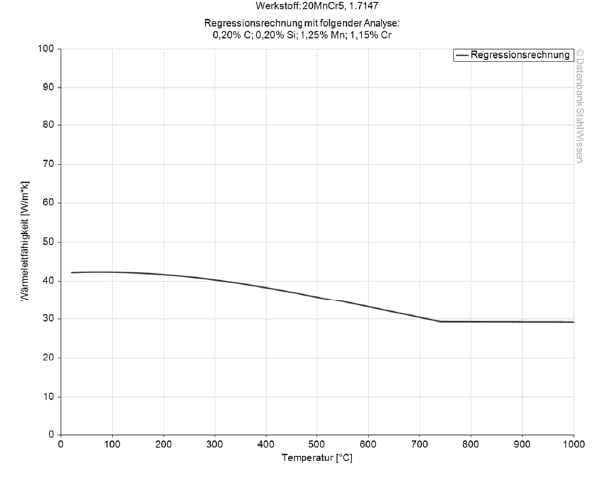
1.7147 Conductivité thermique
1.7147 Coefficient de dilatation thermique

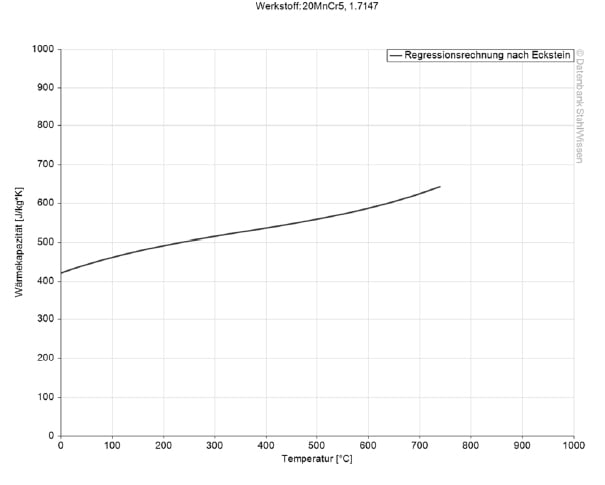
1.7147 Capacité thermique spécifique
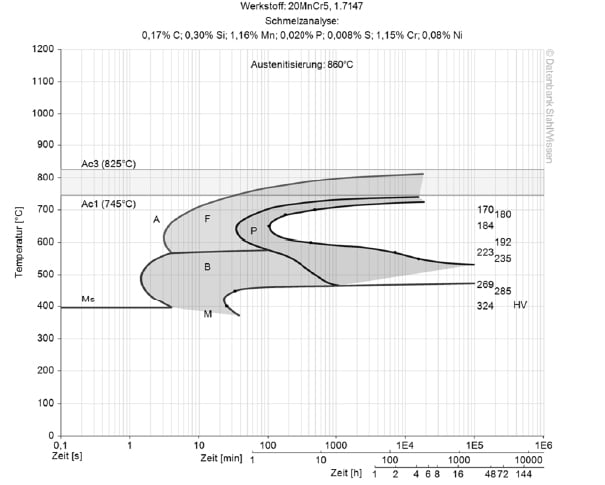
1.7147 Diagramme ZTU continu
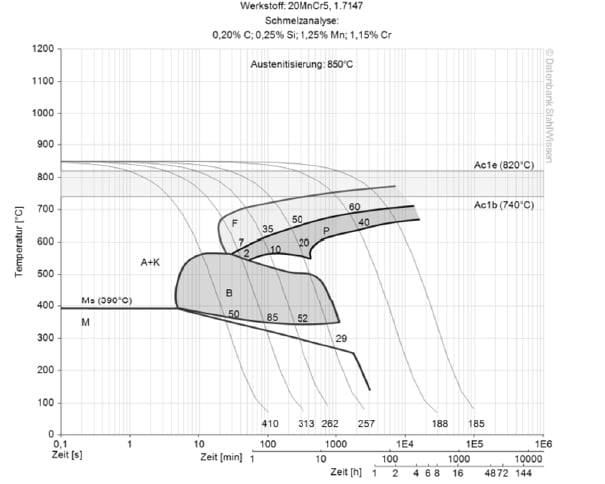
1.7147 Diagramme ZTU isothermique