

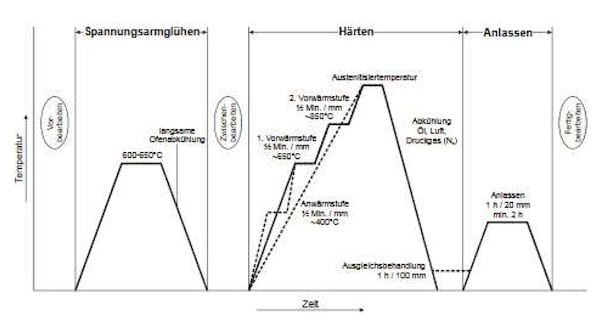
1.4104 Traitement thermique
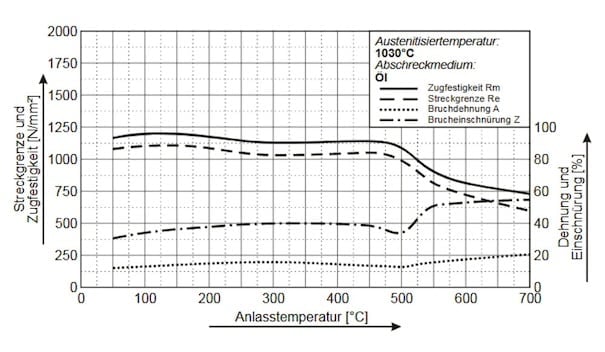
1.4104 Revenu
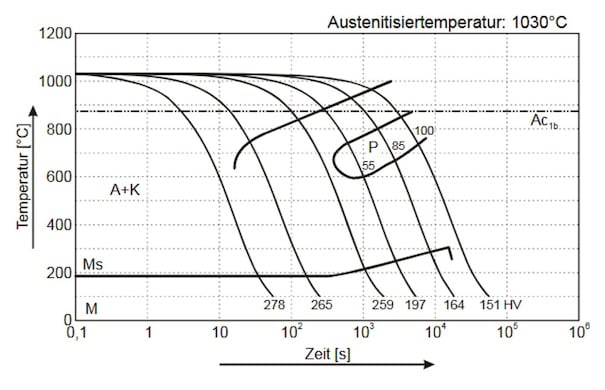
1.4104 Diagramme ZTU continu