
1.4021 (AFNOR Z20C13) - EN UN COUP D'ŒIL
Quel type d'acier est le 1.4021 (AFNOR Z20C13) ?
L’acier inoxydable 1.4021 (X20Cr13) présente une résistance moyenne à la corrosion, qui peut être améliorée par un affûtage ou un polissage de la surface.
Finement affûté ou poli, ce matériau convient pour les couverts, les lames, les articles de cuisine ou à des fins décoratives, mais peut également être utilisé dans des environnements moyennement agressifs, à la vapeur ou à l’eau douce. L’acier 1.4021 (AFNOR Z20C13) perd de sa ductilité à des températures négatives et de sa résistance si le matériau est soumis à un revenu trop important à des températures élevées.
Caractéristiques techniques
Le 1.4021 (AFNOR Z20C13) convient bien aux applications qui nécessitent un bon équilibre entre la résistance à l’usure et une résistance modérée à la corrosion. Il peut être utilisé dans des environnements doux et peut être utilisé pour la fabrication d’instruments chirurgicaux ou de couverts en raison de sa durabilité et de sa résistance à l’usure. En somme, c’est un acier inoxydable très polyvalent avec une bonne diversité d’applications.
- acier inoxydable résistant à la corrosion (ici la version traitée)
- acier au chrome martensitique
- bonnes propriétés mécaniques
- polissable à haute brillance
- convient comme acier pour couteaux
- bonne forgeabilité
- soudabilité moyenne
- résistant aux acides sous certaines conditions
- magnétisable
- déformable à froid (faible degré de déformation)
- non résistant à l’eau de mer
Applications Possibles
Le 1.4021(AFNOR Z20C13) peut être utilisé là où une haute dureté, une haute résistance et une résistance modérée à la corrosion sont exigées :
- appareils de cuisine
- couverts
- pompes
- arbres
- soupapes
- composants de machines comme les roues dentées, les vis et les écrous
De même :
- industrie automobile
- technique d’énergie
- construction de turbines et construction d’usines électriques
- technique médicale
- construction mécanique de machines
- pétrochimie
- industrie des outils coupant
- coupeaux
- éléments d’assemblage
- achitecture
- décoration
1.4021 Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr |
|---|---|---|---|---|---|
| 0,16 - 0,25 | 0,0 - 1,0 | 0,0 - 1,5 | 0,0 - 0,04 | 0,0 - 0,015 | 12,0 - 14,0 |
Dénomination chimique:
X20Cr13
Dureté d’utilisation: env. 25 HRC
(état de livraison) jusqu’à 47 HRC
Dureté à la livraison:
max. 252 HB
1.4021 PROPRIÉTÉS PHYSIQUES
À quel groupe d'acier appartient le 1.4021 ?
- Acier inoxydable martensitique
- Acier inoxydable résistant à la corrosion
- Acier inoxydable résistant aux acides
- Acier inoxydable
- Acier pour travail à chaud
- Acier au chrome
Le 1.4021 est-il un acier inoxydable ?
Oui, le 1.4021 est un acier inoxydable. Il faut au moins 10,5 % de chrome pour être considéré comme un acier inoxydable. Le 1.4021 contient entre 12 et 14 % de chrome.
Le 1.4021 est-il résistant à la corrosion ?
Oui, avec une teneur de 12 – 14 % de chrome, le 1.4021 est un acier résistant à la corrosion.
1.4021 Résistance générale à la corrosion
Cet acier inoxydable présente une bonne résistance à la corrosion dans des environnements légèrement corrosifs, exempts de chlorures tels que les détergents, les acides organiques ou les savons. Le 1.4021 résiste à la corrosion jusqu’à une température de 600 °C. Ce matériau n’est pas adapté à une utilisation dans l’eau de mer, car son utilisation dans cet environnement entraîne des piqûres de corrosion. En général, la résistance à la corrosion de cet acier inoxydable est inférieure à celle des nuances austénitiques traditionnelles. Pour améliorer la résistance à la corrosion de cet acier, les pièces peuvent être dotées d’une surface finement poncée ou polie.
Le 1.4021 est-il magnétisable ?
Le 1.4021 peut être magnétisé, ce qui est un avantage pour les applications nécessitant des propriétés magnétiques, et le rend également adapté à la technique de serrage magnétique.
1.4021 Travail à chaud
Chauffez le matériau de manière uniforme jusqu’à une température entre 1150 et 1230 °C. Un travail à chaud de cet acier à des températures inférieures à 925 °C doit être évité, car cela pourrait entraîner des fissures.
La résistance à la corrosion est affectée par les décolorations, le formage à chaud, le soudage ou le calaminage. Celles-ci doivent être éliminées par décapage, ponçage ou sablage. Seuls des outils non ferreux doivent être utilisés pour cette opération.
1.4021 Travail à froid
Il n’est pas recommandé de travailler à froid le matériau 1.4021, car seules des modifications mineures peuvent être apportées à ce matériau. En cas d’usinage important, des fissures peuvent apparaître. Cette nuance d’acier est le plus souvent usinée pour être mise en forme.
1.4021 Résistance à l'usure
Cet acier inoxydable obtient un 3 pour sa résistance à l’usure sur une échelle où 1 est faible et 6 est élevé.
1.4021 PROPRIÉTÉS TECHNIQUES
Le 1.4021 est-il un acier pour couteaux ?
Le 1.4021 peut être utilisé pour les lames de couteau, les instruments chirurgicaux, ainsi que les outils de coupe, car il présente une excellente dureté après le traitement thermique. Le 1.4021 peut donc être utilisé comme acier pour couteaux.
1.4021 Dureté de travail
La dureté de travail pour l’acier inoxydable 1.4021 est de maximum 47 HRC.
1.4021 Densité de l'acier
En règle générale, la densité de l’acier inoxydable 1.4021 est de 7,7 g/cm3 à température ambiante.
1.4021 Résistance à la traction
La résistance à la traction pour le 1.4021 est d’environ 850 N/mm2. Cette valeur est le résultat d’un essai de traction qui montre quelle force est nécessaire avant que le matériau ne commence à s’étirer ou à se déformer avant de se rompre.
1.4021 Limite d'élasticité
La limite d’élasticité indique la tension qui peut être exercée sur un matériau avant qu’il ne subisse une déformation plastique. Au-delà de ce point, il ne revient plus à sa forme initiale, même si les tensions sont supprimées. Le matériau se déforme de manière permanente ou se brise au-delà de ce point.
La zone pour l’acier inoxydable 1.4021 se situe entre 500 et 600 N/mm2.
1.4021 Usinabilité
Le DIN 1.4021 obtient un 4 pour son usinabilité, sur une échelle où 1 est faible et 6 est élevé.
1.4021 Conductibilité thermique
La conductivité thermique pour le 1.4021 est de 30 W/(m*K) à température ambiante.
1.4021 Coefficient de dilatation thermique
Le tableau suivant montre la dilatation ou la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou en cas de fortes variations de température.
Coefficient de dilatation thermique moyen
Valeur 10-6m/(m*K)
À une température de
10,5
20 – 100 °C
11,0
20 – 200 °C
11,5
20 – 300 °C
12,0
20 – 400 °C
1.4021 Capacité thermique spécifique
La capacité thermique spécifique de l’acier inoxydable 1.4021 est de 0,46 J/g-°C à température ambiante. Cette valeur indique la quantité de chaleur nécessaire pour chauffer une certaine quantité de matériau de 1 Kelvin.
1.4021 Résistance électrique spécifique
Le tableau suivant indique la résistance électrique de l’acier inoxydable 1.4021.
Résistance électrique spécifique
Valeur (Ohm*mm2)/m
À une température de
0,6
20 °C
UNE QUALITÉ QUI FAIT VENDRE!
1.4021 PROCÉDÉ
1.4021 Traitement thermique
Les températures et durées spécifiques pour chacune des étapes suivantes peuvent varier en fonction de la taille et de la forme des pièces et de leurs propriétés finales souhaitées. Un chauffage et un refroidissement contrôlés sont essentiels pour obtenir la structure et les propriétés idéales de cette nuance d’acier.
1.4021 Recuit
Chauffez uniformément le matériau jusqu’à une température entre 745 et 825 °C, maintenez-le à cette température et laissez-le ensuite refroidir lentement à l’air ou dans le four.
1.4021 Recuit de détente
Le recuit de détente est effectué pour assurer la stabilité dimensionnelle et éviter les fissures. Chauffez le matériau à une température comprise entre 150 et 200 °C et maintenez-la pendant 2 heures par 25 mm d’épaisseur. Pour terminer ce processus, laissez le matériau refroidir à l’air jusqu’à température ambiante. Enfin, inspectez le matériau pour vous assurer que la réduction des contraintes résiduelles a été obtenue et que les propriétés mécaniques et les dimensions n’ont pas été modifiées.
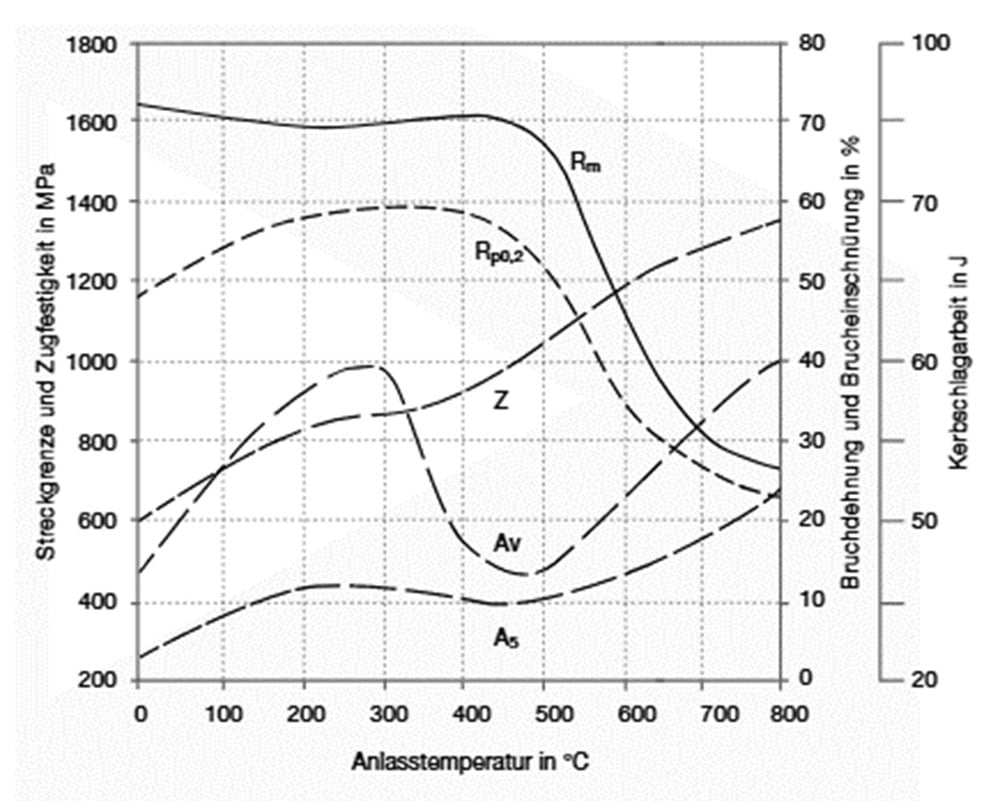
1.4021 Revenu
La température de revenu est choisie en fonction des exigences de dureté, afin de réduire la fragilité après le refroidissement ou d’ajuster l’équilibre entre la dureté et la ténacité. Les températures de revenu pour le 1.4021 se situent entre 600 – 700 °C, les températures entre 400 et 600 °C doivent être évitées en raison des excrétions et des phases indésirables.
1.4021 Durcissement
Chauffez uniformément le matériau à une température de 950-1050 °C, maintenez-le, puis refroidissez-le dans l’huile ou l’air. Plus la dureté du 1.4021 est élevée, plus la résistance à la traction augmente.
1.4021 Refroidissement
Le refroidissement s’effectue rapidement afin de retransformer l’austénite en martensite.
- Huile
- Air
- Polymère
1.2099 TRAITEMENT DE SURFACE
Un traitement de surface permet d’améliorer les propriétés, la résistance à la corrosion, la résistance à l’usure ainsi que l’esthétique d’un acier. Voici quelques exemples de traitements de surface pour le 1.4021.
1.4021 Polissage
La résistance à la corrosion du 1.4021 peut être améliorée par un polissage de surface à haute brillance, les impuretés peuvent être éliminées de la surface et son esthétique peut être améliorée, ce qui rend cette nuance d’acier idéale pour la fabrication de couteaux.
1.4021 Brunissage
Il s’agit d’un traitement de surface qui peut améliorer la résistance à la corrosion, mais qui est souvent utilisé pour des raisons esthétiques, car il apporte une touche finale noire et bleue qui réduit la réflexion de la lumière depuis la surface.
1.4021 Procédés PVD et CVD
Les revêtements PVD (Physical Vapor Deposition) et CVD (Chemical Vapor Deposition) déposent tous deux une fine couche à la surface du matériau, ce qui peut augmenter la résistance à l’usure ou réduire le frottement.
- PVD – dépôt physique en phase vapeur
- CVD – dépôt chimique en phase vapeur
1.4021 Passivation
Ce processus élimine le fer libre de la surface avec de l’acide nitrique ou citrique, et dépose une couche d’oxyde protectrice sur le matériau.
1.4021 Grenaillage de précontrainte
Ce procédé consiste à projeter plusieurs tirs à grande vitesse sur la surface du matériau en laissant de petites cavités pour éliminer les pics de tension. Il rend la surface plus résistante et peut prévenir les dommages dus à la fatigue et à la corrosion sous contrainte.
1.4021 Grenaillage par perles
Des particules abrasives telles que des billes de verre ou de céramique sont projetées contre la surface afin d’éliminer les impuretés telles que la rouille, la peinture ou la calamine et d’obtenir une surface mate uniforme.
1.4021 Brunissage
Il s’agit d’un traitement de surface qui peut améliorer la résistance à la corrosion, mais qui est souvent utilisé pour des raisons esthétiques, car il apporte une touche finale noire et bleue qui réduit la réflexion de la lumière sur la surface.
1.4021 USINAGE
L’usinage du 1.4021 ne diffère pas fondamentalement de l’usinage des aciers au carbone non alliés de résistance similaire ou égale.
1.4021 Variations dimensionnelles
Le traitement thermique, le refroidissement et la fabrication peuvent entraîner des modifications dimensionnelles. Toute nuance d’acier peut se dilater ou se contracter sous l’effet du chauffage et du refroidissement, mais les changements de phase et la réduction des contraintes peuvent également être un facteur de variation dimensionnelle et doivent être pris en compte lorsque des tolérances étroites sont requises. Un traitement thermique contrôlé et de bonnes pratiques d’usinage peuvent favoriser la stabilité dimensionnelle.
1.4021 Forgeage
Chauffez d’abord le matériau lentement et uniformément jusqu’à une température de 850 °C, puis plus rapidement jusqu’à une température entre 1150 et 1180 °C. Forgez les pièces à des températures comprises entre 1100 et 900 °C et terminez le processus en refroidissant lentement les pièces dans le four ou avec des cendres sèches, ou des matériaux similaires qui favorisent un refroidissement lent.
1.4021 Soudage
Bien que le 1.4021 présente une mauvaise soudabilité, il peut être soudé avec tous les types de procédés de soudage. Lors du soudage au gaz, il faut veiller à éviter les impuretés, par exemple l’azote ou l’hydrogène, car elles altèrent les propriétés mécaniques des pièces.
Préchauffez les pièces à 200 – 300 °C. Si un métal d’apport est nécessaire, il doit être adapté au métal de base. Laissez refroidir les pièces à 120 °C avant de les recuire. Pour restaurer une partie de la ductilité dans la zone de soudage, elles doivent être recuites à une température de 650°C.