






1.2990 mod. - EN BREF
Quel type d'acier est le 1.2990 mod. ?
Comparé à des aciers à 12 % de Cr et à des aciers classiques à 8 % de Cr, l’acier à outils 1.2990 mod. comporte des carbures plus fins tout en présentant une répartition plus uniforme de ces derniers. La structure plus homogène se double d’une meilleure usinabilité et d’une ténacité plus élevée. En raison de sa faible teneur en carbone et en chrome, l’acier lédéburitique 1.2990 mod. est facile à usiner, ne provoque que des coûts d’outillage peu élevés, est peu enclin aux ruptures d’arêtes garantit une bonne sécurité de production et une bonne durée de vie.
Caractéristiques techniques
L’acier à outils 1.2990 mod. se distingue d’autres aciers à outils par une combinaison unique de ténacité, de résistance à l’usure et de résistance mécanique. Il atteint une haute dureté sans perdre sa ténacité. Ces propriétés en font un choix fiable pour de nombreuses applications qui exigent une bonne performance, de la polyvalence et de la solidité.
• haute ténacité
• excellente résistance à la compression
• remarquable résistance à l’usure adhésive
• acier à trempe secondaire
• peu de variations dimensionnelles
• érodable
• très bonne aptitude à la nitruration
Applications possibles
Grâce à la combinaison unique de ses propriétés, l’acier 1.2990 mod. est utilisé dans de nombreuses industries différentes. Voici – à titre d’exemple – quelques applications pour lesquelles l’acier 1.2990 mod. peut être utilisé.
• outils de coupe
• outils de poinçonnage
• outils des coupe de précision
• matrices
• poinçons
• outils de filetage par roulage
• outils pour le façonnage à froid
• outils d’emboutissage profond
• outils d’usinage du bois
• outils d’estampage
• outils de pliage
• lames de machine
• couteaux circulaires
• composants de machine
1.2990 mod. aleurs de référence
Analyse chimique (+ additifs):
| C | Cr | Mo | V |
|---|---|---|---|
| 1,0 - 1,0 | 8,0 - 8,0 | 1,8 - 2,7 | 0,15 - 0,5 |
Dénomination chimique:
~X100CrMoV8-2
Dureté d’utilisation:
57-63 HRC
Dureté à la livraison:
max. 250 HB
MATÉRIAU PROPRIÉTÉS PHYSIQUES
A quel groupe d'acier appartient le 1.2990 mod. ?
- Acier à outils
- Acier pour moules plastiques
- Acier pour travail à froid
Le 1.2990 mod. est-il un acier inoxydable ?
Pour être classé comme acier inoxydable, le pourcentage massique de chrome doit être d’au moins 10,5 %. Le 1.2990 mod. a un pourcentage massique de 8 % et ne peut donc pas être classé comme acier inoxydable.
Le 1.2990 mod. est-il résistant à la corrosion ?
L’acier à outils 1.2990 mod. présente une certaine résistance à la corrosion. Toutefois, pour être considéré comme un acier résistant à la corrosion, il doit avoir une teneur en chrome d’au moins 10,5 %. L’acier 1.2990 mod. ne contient que 8 % de chrome et ne peut donc pas être classé dans la catégorie des aciers inoxydables.
Le 1.2990 mod. est-il magnétisable ?
En tant que métal ferreux, le 1.2990 mod. peut être magnétisé. Le meulage, le fraisage et l’érosion peuvent par exemple être réalisés sur des machines à adhérence magnétique.
1.2990 mod. Résistance à l'usure
L’acier à outils 1.2990 mod. obtient un 6 pour sa résistance à l’usure sur une échelle où 1 est faible et 6 est élevé.
1.2990 mod. PROPRIÉTÉS TECHNIQUES
Le 1.2990 mod. est-t'il un acier à couteaux ?
En raison de sa grande dureté, le 1.2990 mod. dispose d’une excellente tenue de coupe et d’une bonne résistance à l’usure. D’autre part, sa dureté rend l’affûtage et l’aiguisage difficiles. Il offre une bonne ténacité, ce qui réduit le risque d’éclatement ou de cassure. Bien qu’il présente une certaine résistance à la corrosion, il doit être entretenu régulièrement afin de protéger le matériau dans les environnements corrosifs. Un nettoyage et un huilage réguliers peuvent s’avérer utiles pour l’entretien du 1.2990 mod.
1.2990 mod. Dureté de travail
La dureté de travail pour l’acier à outils 1.2990 mod. est de 57 – 63 HRC.
1.2990 mod. Densité de l'acier
La densité typique de l’acier 1.2990 mod. est de 7,7 kg/m2. La densité de l’acier à outils est de 7,68 g/cm3 à température ambiante.
1.2990 mod. Résistance à la traction
La résistance à la traction pour le 1.2990 mod. est d’environ 850 N/mm2. Cette valeur est le résultat d’un essai de traction qui montre quelle force est nécessaire avant que le matériau ne commence à s’étirer ou à se déformer avant de se rompre.
1.2990 mod. Usinabilité
Sur une échelle où 1 est faible et 6 élevé, le 1.2990 mod. obtient un 3 pour son usinabilité.
1.2990 mod. Conductivité thermique
Le tableau suivant montre la conductivité thermique de l’acier à outils 1.2990 mod. à différentes températures.
Tableau de conductivité thermique
Valeur
À une température de
24,0
20 °C
25,9
100 °C
26,8
150 °C
27,1
200 °C
27,4
300 °C
27,2
400 °C
26,8
500 °C
1.2990 mod. Coefficient de dilatation thermique
Le tableau suivant montre la dilatation ou la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou en cas de fortes variations de température.
Coefficient de dilatation thermique moyen
10-6m/(m*K)
À une température de
11,4
20 – 100 °C
11,6
20 – 150 °C
11,7
20 – 200 °C
12,0
20 – 300 °C
12,3
20 – 400 °C
12,4
20 – 450°C
12,6
20 – 500 °C
1.2990 mod. Résistance électrique spécifique
La résistance électrique spécifique est indiquée dans le tableau suivant. La conductivité électrique est l’équivalent de la résistance électrique spécifique.
Résistance électrique spécifique
Valeur (Ohm*mm²)/m
À une température de
0,64
20 °C
ABRAMS® –
la passion de l'acier!

1.2990 mod. PROCÉDURE
1.2990 mod. Traitement thermique
Le traitement thermique permet de définir les propriétés du matériau. C’est pourquoi il doit toujours être effectué avec précaution. Il permet de définir des propriétés telles que la résistance, la ténacité, la dureté de surface et la résistance à la température, qui peuvent à leur tour prolonger/améliorer la durée de vie des pièces, des outils et des composants.
Le traitement thermique comprend le recuit de mise en solution, le recuit d’adoucissement, la normalisation, le recuit de détente, mais aussi le revenu, le durcissement, le refroidissement et la trempe.
L’acier à outils 1.2990 mod. est normalement durci à l’air dans un four sous vide, mais il peut également être durci dans un four à gaz ou électrique, avec ou sans atmosphère contrôlée. Dans ce cas, la pièce est enveloppée dans une feuille inoxydable ou plongée dans un bain de sel à haute température pour être durcie.
1.2990 mod. Recuit
Chauffez uniformément le matériau à une température de 800 à 850 °C et maintenez-le à cette température pendant 2 heures. Ensuite, refroidissez lentement le four à moins de 500 °C, puis retirez la pièce du four et continuez à la refroidir à l’air jusqu’à la température ambiante.
1.2990 mod. Recuit de détente
Pour effectuer un recuit de détente, chauffez uniformément la pièce à une température de 650 °C, puis maintenez-la dans un environnement neutre pendant 1 à 2 heures. Laissez ensuite refroidir lentement dans le four.
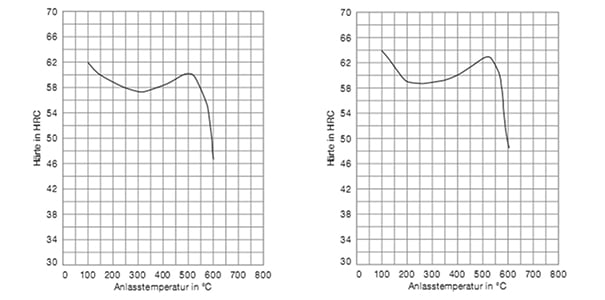
1.2990 mod. Revenu
Procédez au revenu de l’acier 1.2990 mod. Après le traitement thermique, effectuez deux fois le revenu, avec un refroidissement à température ambiante entre les deux opérations successives. Si l’on craint des déformations dues à l’usinage, au traitement de surface ou à l’érosion, il est possible d’ajouter un troisième revenu à 400 °C après le traitement thermique initial. Le troisième processus de revenu n’est pas nécessaire si les pièces ont été durcies dans un bain de sel.
H3 : 1.2990 mod. Traitement par le froid
Un traitement du 1.2990 mod. à une température de -185 °C entre le premier et le deuxième revenu peut avoir un effet positif sur la ténacité de la pièce.
Remarque : un traitement en dessous de zéro doit toujours être suivi d’un revenu.
1.2990 mod. Durcissement
Chauffez uniformément le matériau à une température de 1040 – 1060 °C et maintenez cette température pendant 15 à 30 minutes. Le durcissement peut se faire par exemple par un bain de sel, de l’air comprimé, de l’air ou dans un four sous vide.
1.2990 mod. Durcissement à l'air
Chauffez uniformément le matériau à une température de 800 °C, puis augmentez la température à 1030 °C. Les pièces de moins de 25 mm peuvent être maintenues à cette température pendant une heure au maximum. Pièces jusqu’à 100 mm, 25 à 30 minutes par 25 mm. Pour les pièces d’une épaisseur supérieure à 100 mm, le temps de maintien doit être de 10 à 25 minutes par 25 mm d’épaisseur. Trempez ensuite avec un gaz inerte, par exemple de l’azote, puis refroidissez rapidement à 2 bars de pression atmosphérique ou par une méthode équivalente.
1.2990 mod. Durcissement dans un bain de sel
Chauffez uniformément la pièce à 850 °C, puis placez-la dans le bain de sel fondu à 1030 °C pendant au moins 5 minutes. Rincez ensuite avec du sel et laissez refroidir la température à 45 – 65 °C à l’air avant le revenu.
1.2990 mod. Trempe
L’acier à outils 1.2990 mod. peut être trempé comme suit :
- Air
- Huile
- Bain de chaleur (500 – 550 °C)
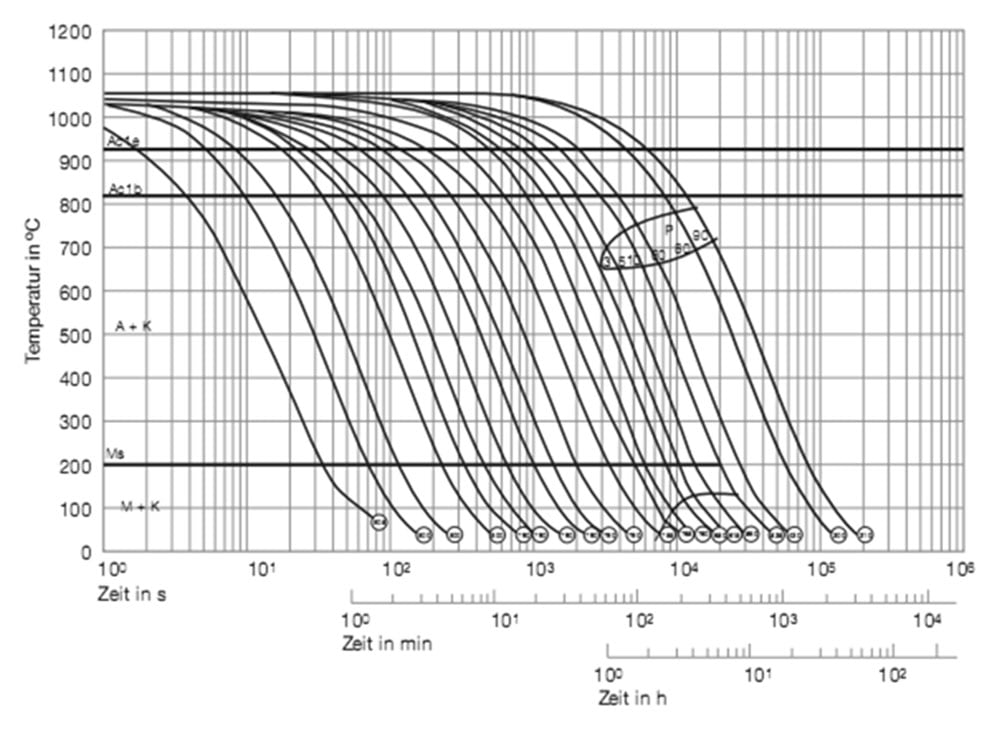
1.2990 mod. Diagramme ZTU continu
Ce diagramme montre des micro-changements au fil du temps à différentes températures. Ils sont importants dans le traitement thermique, car ils donnent des informations sur les conditions optimales pour les processus tels que la trempe, le recuit et la normalisation.
1.2990 mod. TRAITEMENT DE SURFACE
1.2990 mod. Nitruration
La nitruration confère à la surface de ce matériau une couche dure présentant une excellente résistance à l’usure et à l’abrasion. Pour répondre aux exigences des utilisations possibles, l’épaisseur de la couche doit être bien étudiée.
1.2990 mod. Revêtement PVD (Physical Vapor Deposition)
Le revêtement PVD (Physical Vapor Deposition) est un procédé au cours duquel un revêtement mince et résistant à l’usure est appliqué sur le matériau/la pièce à une température entre 200 et 500 °C. Le revêtement est ensuite déposé sur le matériau/la pièce.
- PVD – dépôt physique en phase vapeur
1.2990 mod. CVD (dépôt chimique en phase vapeur)
Le dépôt chimique en phase vapeur (CVD) est un procédé dans lequel un matériau de départ facilement volatil est injecté dans une chambre (généralement sous vide). Le chauffage de la chambre à la température de réaction provoque la réaction ou la décomposition du matériau de départ, qui se lie à la surface du matériau.
- CVD – dépôt chimique en phase vapeur
1.2990 mod. Thermodiffusion
Lors de la thermodiffusion (TD), le zinc se diffuse dans l’acier et forme une protection contre la corrosion à la surface de l’acier.
1.2990 mod. TRAITEMENT
1.2990 mod. Érosion
Comme il s’agit d’un procédé sans contact, l’enlèvement de matière ou la mise en forme du 1.2990 mod. par érosion permet d’éviter les déformations et les tensions pouvant résulter d’un usinage conventionnel. Avec des paramètres optimisés, des électrodes, des réglages et des outils appropriés, il est possible de fabriquer des pièces de haute précision. Ce matériau a déjà une dureté de surface élevée, il faut donc veiller à ne pas créer de fissures superficielles.
1.2990 mod. Surépaisseur d'usinage / modifications dimensionnelles
Comme pour tous les métaux, le 1.2990 mod. se dilate lorsqu’il est chauffé et se contracte lorsqu’il est refroidi. En contrôlant le chauffage pendant le processus de trempe et de revenu, ainsi que pendant la phase de refroidissement, il est possible de minimiser les déformations et autres variations dimensionnelles. En outre, il convient d’envisager la réduction des tensions et/ou des variations dimensionnelles en ajoutant des tolérances aux dimensions.
1.2990 mod. Forgeage
Chauffez la pièce forgée à une température de 900 – 1100 °C. Il est recommandé de recuire la pièce après le forgeage afin de minimiser les tensions et de garantir un traitement thermique optimal.
1.2990 mod. Soudage
Les basses températures de préchauffage et de postchauffage réduisent, par rapport au 1.2379, la formation de fissures au niveau du cordon de soudure et facilitent le soudage. La faible chute de dureté dans les zones concernées minimise la détérioration de ses propriétés.
















