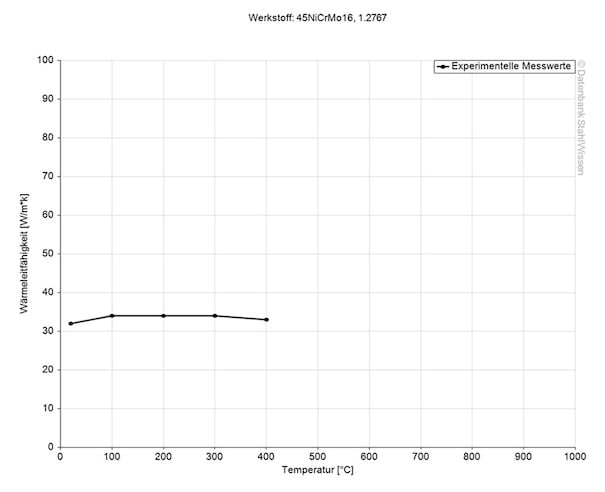
1.2767 ESR Conductivité thermique
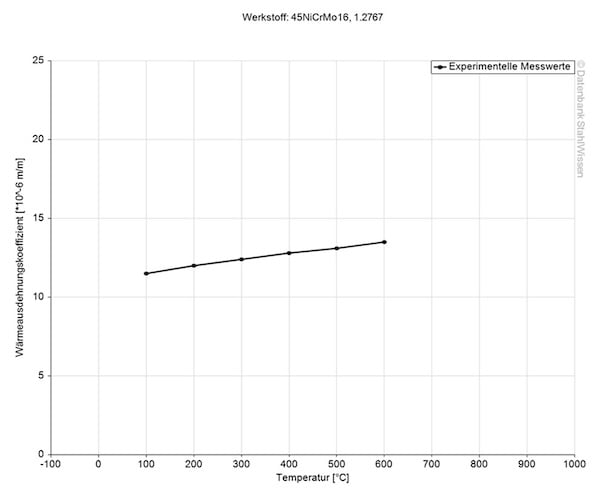
1.2767 ESR Coefficient de dilatation thermique
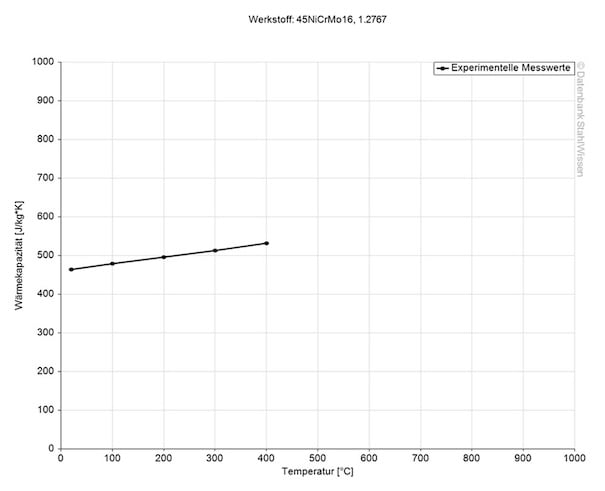
1.2767 ESR Capacité thermique spécifique

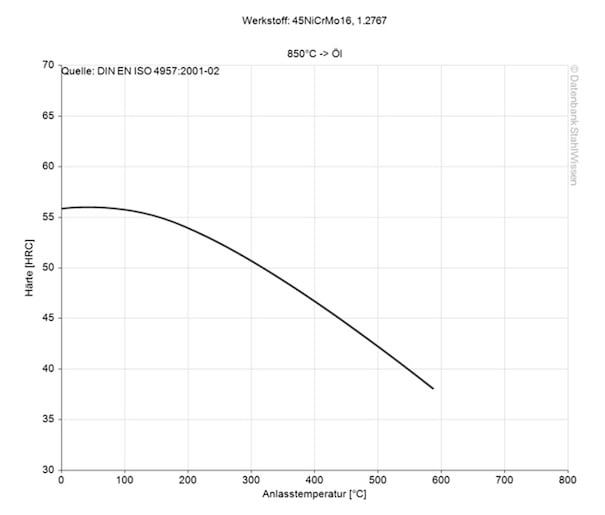
1.2767 ESR Revenu
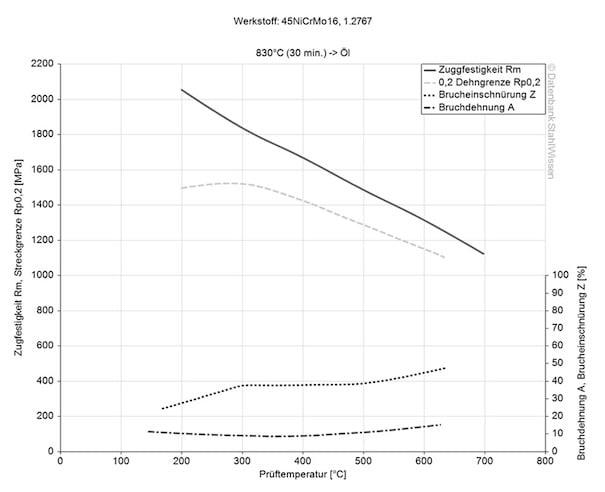
1.2767 ESR Durcissement
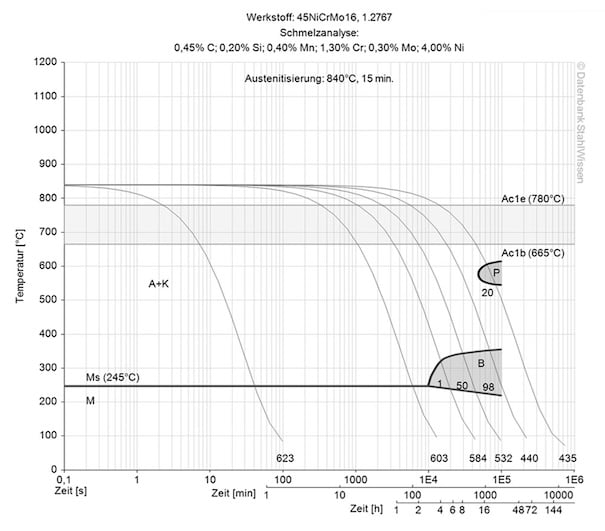
1.2767 ESR Diagramme ZTU continu
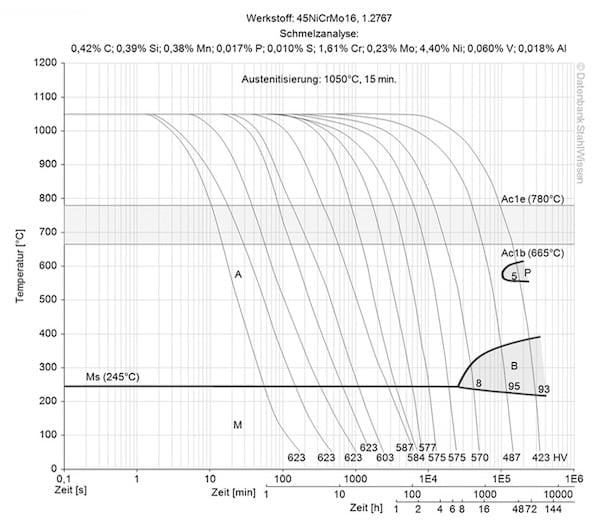
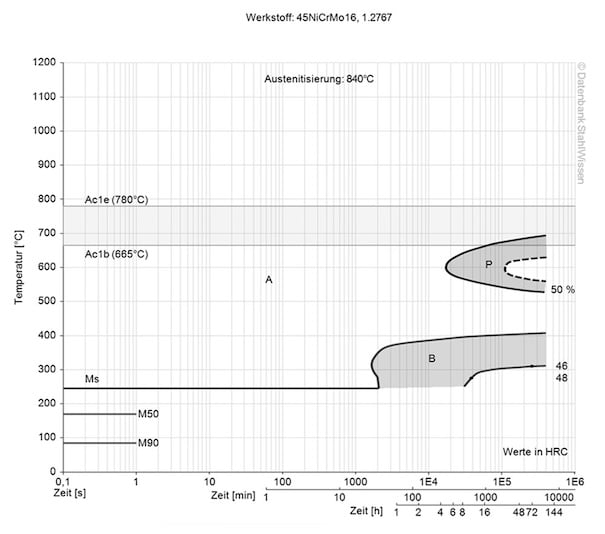
1.2767 ESR Diagramme isotherme ZTU