





HSS PM 30 (AFNOR HS6-5-3-8) - EN UN COUP D'ŒIL
Quel type d'acier est le HSS PM 30 (AFNOR HS6-5-3-8) ?
L’acier rapide 1.3294, également connu sous le nom de HSS PM 30, est un acier rapide à hautes performances obtenu par le procédé de la métallurgie des poudres, qui peut être utilisé pour les outils de travail à froid et les outils de coupe. Il se distingue par sa haute résistance à l’usure, sa très bonne conservation du tranchant, sa haute résistance à la compression et sa résistance à la chaleur. L’ajout de cobalt à environ 8,5 % a un effet positif sur la résistance à la chaleur, ou plutôt la dureté à chaud, la résistance au revenu et le module d’élasticité. Cependant, l’ajout de cobalt diminue légèrement la ténacité et l’aptitude au durcissement.
Caractéristiques techniques
Fabriqué par le procédé de la métallurgie des poudres, l’acier rapide HSS PM 30 (AFNOR HS6-5-3-8) une dureté, une résistance à l’usure et une ténacité exceptionnelles. Ces propriétés lui permettent d’être utilisé dans les industries les plus diverses. Sa structure à grains fins et homogène en fait un excellent choix lorsque des hautes exigences de performance, de longue durée de vie, de précision et de fiabilité sont nécessaires.
- acier rapide à hautes performances
- fabrication par métallurgie des poudres
- haute résistance à l’usure
- très bonne onservation du tranchant
- résistance à la chaleur (dureté à chaud) grâce à l’ajout d’environ 8,5 % de cobalt
- bonne résistance au revenu
- microstructure fine et homogène
Applications possibles
Grâce à sa haute dureté, sa ténacité et sa résistance à la chaleur, le HSS PM 30 (AFNOR HS6-5-3-8) peut être utilisé dans de nombreuses applications et industries. Avec une microstructure à grain fin et homogène, il a des propriétés mécaniques améliorées et ses performances et sa durée de vie seront améliorées.
- outils de coupe
- fraiseurs
- outils à fileter pour des matières difficilement usinables
- outils pour cisaillage fin
- forets
- broches à chambrer
- alésoirs
- outils pour le formage à froid de pièces massives
- outils à estamper
- outils d’emboutissage profond
- outils de presse
HSS PM 30 Valeurs de référence
Analyse chimique:
| C | Cr | Mo | V | W | Co |
|---|---|---|---|---|---|
| 1,3 - 1,3 | 4,2 - 4,2 | 5,0 - 5,0 | 3,1 - 3,1 | 6,4 - 6,4 | 8,5 - 8,5 |
Dénomination chimique:
PMHS6-5-3-8
Dureté d’utilisation:
60-66 HRC
Dureté à la livraison:
max. 300 HB
HSS PM 30 PROPRIÉTÉS PHYSIQUES
À quel groupe d'acier appartient le HSS PM 30 ?
- Acier rapide
- Acier pour moules en plastique
- Acier pour travail à froid
- Acier pour travail à chaud
Le HSS PM 30 est-il résistant à la corrosion ?
Avec une teneur en chrome de 4,2 %, le PM 30 présente certes une certaine résistance à la corrosion, mais celle-ci n’est pas suffisante pour qu’il soit adapté aux environnements corrosifs. La résistance à la corrosion peut être améliorée par le revêtement du matériau, une limitation dans le temps et de bonnes routines d’entretien et pratiques de stockage.
Le HSS PM 30 est-il magnétisable ?
Le 1.3294 / PM 30 est un matériau ferromagnétique qui est magnétisable et convient à la technique de serrage magnétique.
Le HSS PM 30 peut-il être usiné à froid ?
L’acier rapide PM 30 combine une bonne résistance à l’usure et une résistance élevée à la compression, ce qui rend ce matériau utilisable pour le travail à froid.
Le HSS PM 30 est-il résistant à l'usure ?
Sur une échelle où 1 est faible et 6 élevé, le HSS PM 30 obtient un 6 pour sa résistance à l’usure.
HSS PM 30 CARACTÉRISTIQUES TECHNIQUES
Le HSS PM 30 est-il un acier à couteaux ?
Le PM 30 possède plusieurs propriétés exceptionnelles qui le rendent idéal pour la fabrication de couteaux. Son excellente résistance à l’usure, sa bonne ténacité, sa dureté élevée et sa structure fine permettent d’obtenir des couteaux qui restent longtemps tranchants et ne se cassent pas. Cependant, ils ne sont pas résistants à la corrosion, ce qui signifie qu’il faut les utiliser avec précaution dans des environnements humides et acides. Si sa dureté est un avantage en termes de tenue de coupe, elle rend toutefois difficile l’affûtage des couteaux en PM 30 et les rend inadaptés aux applications qui exigent une flexibilité et une résistance aux chocs extrêmes.
HSS PM 30 Dureté de travail
La dureté du HSS PM 30 est comprise entre 60 et 66 HRC.
HSS PM 30 Densité de l'acier
La densité typique de l’acier rapide PM 30 est de 8,04 g/cm3 à température ambiante.
HSS PM 30 Résistance à la traction
À la livraison, le PM 30 présente une résistance à la traction d’environ 995 N/mm2. Pour obtenir cette valeur, un essai de traction est réalisé afin de déterminer la force nécessaire pour étirer ou déformer un échantillon avant qu’il ne se rompe.
HSS PM 30 Conductivité thermique
La conductivité thermique de l’acier rapide 1.3294 est de 24,4 W/(m*K) à une température de 20 °C.
Conductivité thermique
Valeur W/(m*K)
Température
24,4
20 °C
28,0
350 °C
27,4
700 °C
HSS PM 30 Usinabilité
Sur une échelle où 1 est faible et 6 élevé, le 1.3294 (HSS PM 30) obtient un 2 pour son usinabilité.
HSS PM 30 Coefficient de dilatation thermique
Le tableau suivant indique la dilatation ou la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou en cas de fortes variations de température.
Coefficient de dilatation thermique moyen
Valeur 10-6m/(m*K)
À une température de
10,9
20 – 100 °C
11,1
20 – 200 °C
11,4
20 – 300 °C
11,5
20 – 400 °C
HSS PM 30 Capacité thermique spécifique
La capacité thermique spécifique du HSS PM 30 est de 0,42 J/g*K à température ambiante. Cette valeur indique la quantité de chaleur nécessaire pour réchauffer d’un kelvin une quantité donnée de matériau.
JUSQU’À 40 % D’ÉCONOMIE DE MATÉRIAU – VOICI €co-Präz®!
HSS PM 30 PROCÉDÉ
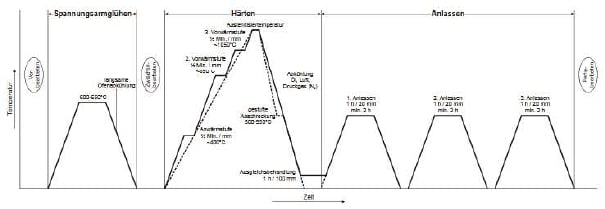
HSS PM 30 Traitement thermique
Le traitement thermique permet de définir les propriétés des matériaux. Il doit donc toujours être effectué avec précaution. Il permet de définir des propriétés telles que la résistance, la ténacité, la dureté de surface et la résistance à la température, qui peuvent à leur tour prolonger/améliorer la durée de vie des pièces, des outils et des composants.
Le traitement thermique comprend le recuit de mise en solution, le recuit d’adoucissement, la normalisation et le recuit de détente, mais aussi le revenu, le durcissement, le refroidissement et la trempe.
HSS PM 30 Recuit
Chauffez la pièce de manière uniforme à une température comprise entre 850 et 900 °C, maintenez-la à cette température pendant 2 heures, puis refroidissez-la lentement dans le four à une vitesse de 10 °C par heure jusqu’à une température de 700 °C. Pour finir, le matériau peut continuer à refroidir à l’air libre.
HSS PM 30 Recuit de détente
Pour le recuit de détente, le PM 30 est chauffé à une température de 600 à 700 °C et maintenu à cette température pendant 2 heures. La pièce est ensuite refroidie lentement dans le four à environ 500 °C. Elle peut ensuite être refroidie à l’air libre.
HSS PM 30 Durcissement
Il est recommandé de durcir l’acier 1.3294 dans un bain de sel, un four sous vide ou sous atmosphère contrôlée.
Préchauffez le HSS PM30 uniformément à 450 – 500 °C, puis à 850 – 900 °C. Augmentez ensuite la température entre 1050 et 1180 °C et maintenez-la brièvement, en fonction de la dureté souhaitée, en évitant toute surchauffe et en protégeant le matériau de la décarburation et de l’oxydation.
HSS PM 30 Refroidissement
Après durcissement, le HSS PM 30 peut être refroidi dans les milieux suivants :
- Air
- Huile
- Gaz comprimé (N₂)
- Bain-marie (500–550 °C)
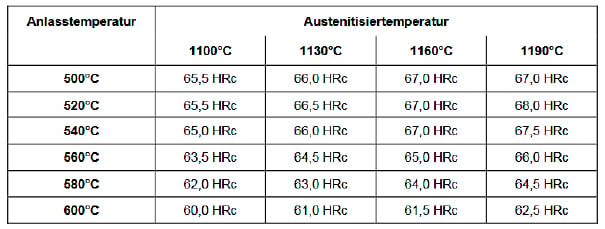
HSS PM 30 Revenu
Le HSS PM 30 est revenu trois fois, avec un refroidissement à température ambiante entre chaque cycle. Le temps de maintien est d’une heure par cycle. Pour le travail à froid, la température de revenu doit impérativement être de 560 °C, quelle que soit la température d’austénitisation.
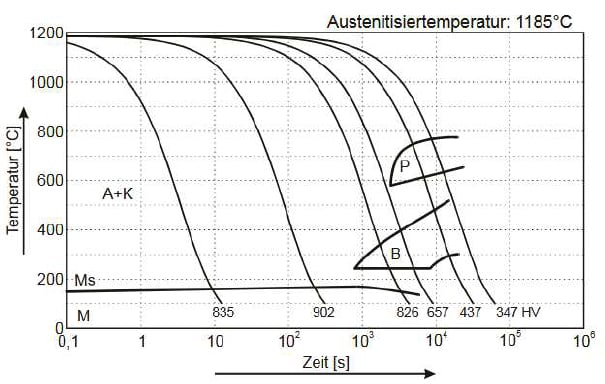
HSS PM 30 Diagramme ZTU continu
Ce diagramme illustre les micro-variations au fil du temps à différentes températures. Ces variations sont importantes en traitement thermique car elles fournissent des informations sur les conditions optimales pour des procédés tels que le durcissement, le recuit et la normalisation.
HSS PM 30 Traitement de surface
Chaque traitement de surface présente des avantages spécifiques et doit être choisi en fonction des propriétés requises, de la finition souhaitée et/ou de l’environnement d’utilisation de la pièce. Voici quelques exemples de traitements de surface :
HSS PM 30 Nitruration
La nitruration accroît la dureté superficielle et, par conséquent, la résistance à l’usure des composants et des outils grâce à l’introduction d’azote à la surface du matériau. Ce procédé préserve la précision dimensionnelle et est fréquemment utilisé pour les composants où celle-ci est essentielle.
HSS PM 30 Revêtement
Un revêtement PM 30 permet d’accroître la résistance à l’usure et à la corrosion tout en réduisant le frottement. Ce procédé est couramment utilisé pour les outils de coupe et les forets.
HSS PM 30 Procédés PVD et CVD
Ces deux procédés consistent à déposer une fine couche protectrice à la surface du matériau, ce qui augmente sa dureté, réduit le frottement et améliore sa résistance à l’usure.
- PVD : Dépôt physique en phase vapeur
- CVD : Dépôt chimique en phase vapeur
HSS PM 30 Usinage
HSS PM 30 Érosion
L’érosion est un procédé d’usinage sans contact utilisant l’énergie thermique. Elle convient aux matériaux durs comme le HSS PM 30. Avant d’utiliser l’érosion sur ce matériau, il est important de prendre en compte les électrodes, l’état de surface et les zones affectées thermiquement.
Après l’érosion, les zones affectées thermiquement peuvent nécessiter un traitement thermique supplémentaire afin d’homogénéiser la microstructure de la pièce. L’érosion peut laisser une surface rugueuse avec une couche de refusion, qui peut être éliminée par rectification et polissage.
HSS PM 30 Tolérances d’usinage / Variations dimensionnelles
Comme les autres aciers, le PM 30 subit des variations dimensionnelles lors des cycles de chauffage et de refroidissement. Pour limiter ces variations, telles que les distorsions ou les déformations, il est essentiel de maîtriser les vitesses de chauffage et de refroidissement ou d’utiliser des dispositifs de fixation pour maintenir la pièce en place. Il est impératif de tenir compte de ces variations en intégrant une tolérance dans le matériau et en contrôlant le processus de chauffage ou de refroidissement lorsque des dimensions précises sont requises.
HSS PM 30 Ponçage
Il convient d’éviter tout échauffement localisé de la surface pendant le ponçage, car cela peut altérer l’état de surface de la pièce.
HSS PM 30 Soudage
L’acier 1.3294 (PM 30) est préchauffé uniformément avant soudage afin de réduire les contraintes et de minimiser ainsi le risque de fissuration. Un procédé de soudage adapté permet un contrôle précis de l’apport de chaleur et garantit un travail de haute précision. Les consommables de soudage doivent être sélectionnés en fonction de leur compatibilité avec le matériau de base et de leurs propriétés. Afin de restaurer les propriétés mécaniques, les pièces doivent subir un traitement thermique après soudage. Enfin, la soudure doit être soigneusement inspectée pour détecter toute fissure ou autre dommage avant utilisation de la pièce. Cette inspection finale garantit l’intégrité et les performances de la pièce.
















