

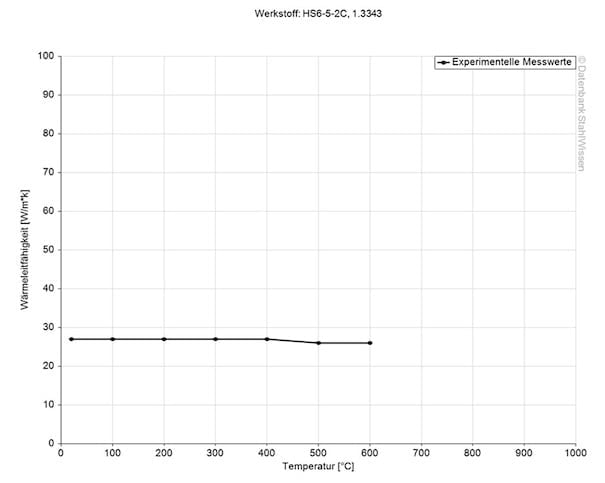
1.3343 Conductivité thermique
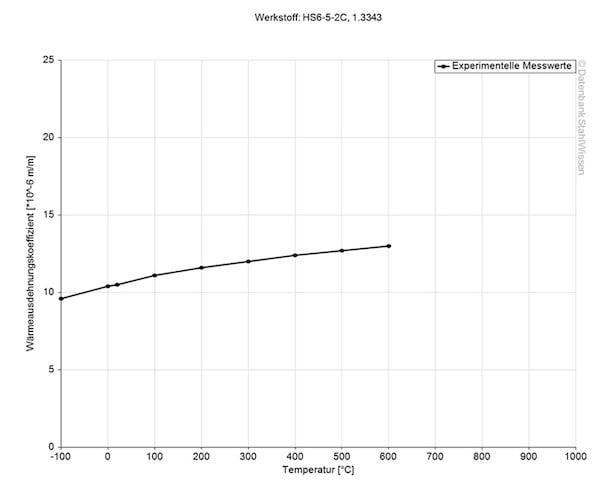
1.3343 Coefficient de dilatation thermique
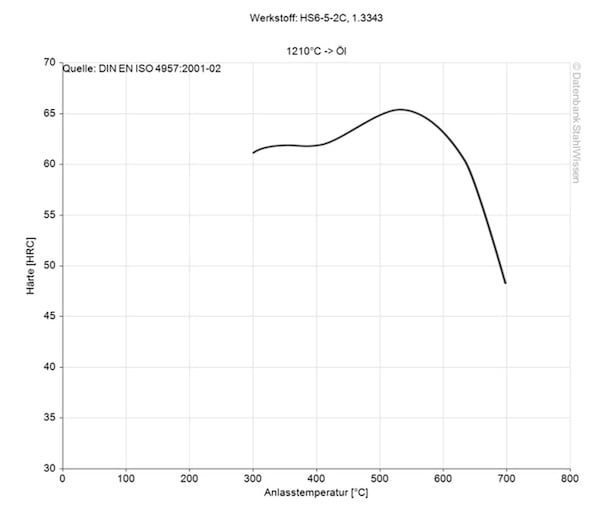
1.3343 Revenu
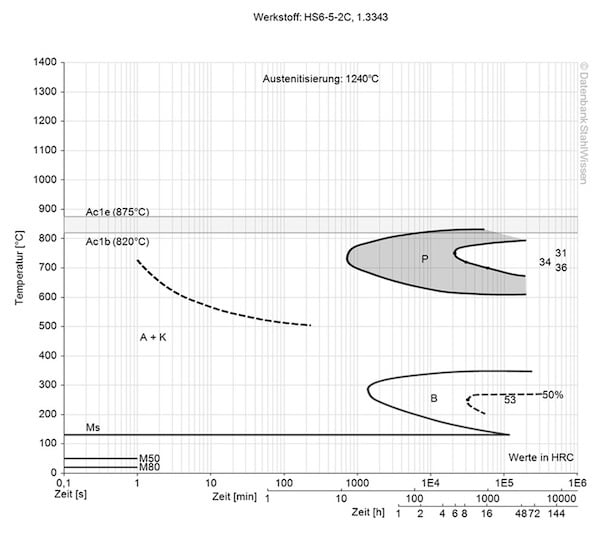
1.3343 Diagramme ZTU continu
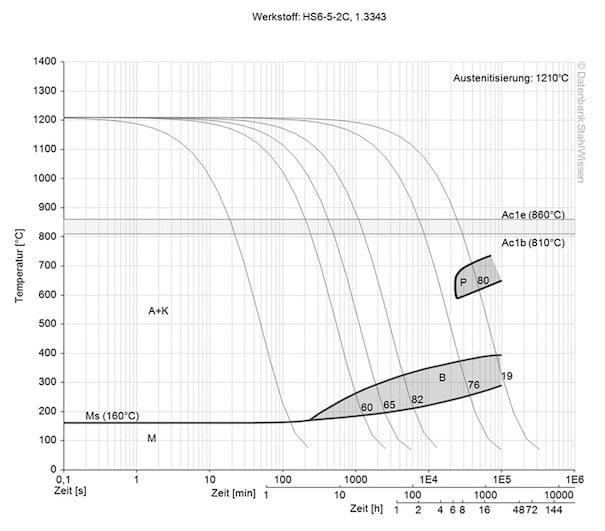
1.3343 Diagramme isotherme ZTU