






1.4057 (AFNOR Z15CN16-02) - EN UN COUP D'ŒIL
Quel type d'acier est le 1.4057 (AFNOR Z15CN16-02) ?
Les alliages de chrome et de nickel ajoutés confèrent au 1.4057 (X17CrNi16-2) une meilleure ténacité, ainsi qu’une meilleure résistance à la corrosion par rapport à un acier inoxydable contenant uniquement du chrome.
Cette nuance d’acier est donc idéale pour des applications telles que l’emboutissage, les pièces de compresseurs et la construction. Elle est également souvent utilisée pour le traitement de matières plastiques chimiquement agressives, comme par exemple le PVC.
Caractéristiques techniques
Comme pour tout choix de matériau, les applications et les propriétés doivent être prises en compte lors de la sélection d’un acier. Le 1.4057 (AFNOR Z15CN16-02) offre une bonne résistance à la corrosion dans des environnements légèrement à modérément corrosifs, mais il est sensible à la corrosion par piqûres lorsqu’il est exposé à des environnements riches en chlorures.Il dispose d’une haute résistance à la traction, d’une bonne usinabilité et peut obtenir de bonnes propriétés mécaniques telles que la dureté ou la ténacité grâce à un traitement thermique du matériau.
- acier au chrome martensitique
- une bonne résistance mécanique à l’état de livraison (traitée)
- très bonne résistance à la corrosion
- haute ténacité
- haute résistance à la traction
- bonne usinabilité
- bien soudable
- magnétisable
- résistant aux acides sous certaines conditions
- forgeable
Applications Possibles
Grâce à sa résistance à la traction et à la corrosion, le 1.4057 (AFNOR Z15CN16-02) peut être utilisé pour des éléments de fixation tels que des boulons et des vis ou des composants mécaniques tels que des arbres et des axes. En outre, il peut être utilisé pour les pompes et les composants de vannes, les composants d’avions comme les trains d’atterrissage ou les pivots. Il est également utilisé pour les pièces automobiles telles que les composants du moteur et les pièces du système d’échappement ou dans l’industrie alimentaire, car elles résistent à des processus de nettoyage plus durs. En raison de sa conservation du tranchant et de sa résistance à la corrosion, le 1.4057 (AFNOR Z15CN16-02) convient pour les couverts et les instruments chirurgicaux.
- construction mécanique
- industrie automobile
- industrie pétrolière
- industrie pétrochimique
- aviation
- industrie alimentaire
- industrie du savon
- industrie de l’acide acétique
- arbres
- composants de pompe
- plaques de trépanage
- broches
- bielles de piston
- cônes de soupape
- aubes de turbine
1.4057 Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Ni |
|---|---|---|---|---|---|---|
| 0,12 - 0,22 | 0,0 - 1,0 | 0 - 1,5 | 0,0 - 0,04 | 0,0 - 0,03 | 15,0 - 17,0 | 1,5 - 2,5 |
Dénomination chimique:
X17CrNi16-2
Dureté d’utilisation: env. 32 HRC
(état de livraison) jusqu’à 47 HRC
Dureté à la livraison:
max. 331 HB
1.4057 PROPRIÉTÉS PHYSIQUES
À quels groupes d'acier appartient le 1.4057 ?
- Acier martensitique au chrome
- Acier inoxydable résistant à la corrosion
- Acier inoxydable résistant aux acides
- Acier inoxydable
- Acier pour travail à froid
- Acier pour travail à chaud
Le 1.4057 est-il un acier inoxydable ?
Oui, le 1.4057 est un acier inoxydable, car il contient entre 15 et 17 % de chrome.
Le 1.4057 est-il résistant à la corrosion ?
Un acier résistant à la corrosion contient au moins 10,5 % de chrome. Avec une teneur en chrome comprise entre 15 et 17 %, le 1.4057 est donc un acier inoxydable classique et donc résistant à la corrosion.
1.4057 Résistance générale à la corrosion
Le 1.4057 offre une résistance à la corrosion dans des environnements atmosphériques doux exposés à l’humidité. Dans l’eau de mer, une corrosion par piqûres peut apparaître dès une température de 20 °C.
Le 1.4057 est-il magnétisable ?
En tant qu’acier inoxydable martensitique, le 1.4057 peut être magnétisé et utilisé pour des applications où cela est souhaité ou nécessaire. Pour l’usinage, il peut par exemple être placé sur une plaque magnétique.
1.4057 Résistance à l'usure
Sur une échelle de 1 à 6, où 1 est faible et 6 élevé, le 1.4057 obtient un 3 pour sa résistance à l’usure.
1.4057 CARACTÉRISTIQUES TECHNIQUES
Le 1.4057 est-il un acier à couteaux ?
Le 1.4057 peut être utilisé comme acier à couteaux et offre une bonne résistance à la corrosion. Il existe toutefois d’autres aciers inoxydables qui sont mieux adaptés, car ils présentent une plus grande ténacité, sont plus faciles à affûter et conservent plus longtemps leur tranchant.
1.4057 Dureté à la mise en œuvre
La dureté à la mise en œuvre du DIN 1.4057 est d’environ 32 à 47 HRC.
1.4057 Densité de l'acier
La densité typique de l’acier inoxydable 1.4057 est de 7,7 g/cm3 à température ambiante.
1.4057 Résistance à la traction
Le 1.4057 a une résistance à la traction d’environ 1050 N/mm2. Cette valeur est le résultat d’un essai de traction qui montre la force nécessaire avant que le matériau ne commence à s’étirer ou à se déformer avant de se rompre.
1.4057 Limite d'élasticité
La limite d’élasticité indique la tension qui peut être exercée sur un matériau avant qu’il ne se déforme plastiquement. Au-delà de ce point, il ne reprend plus sa forme initiale, même si les tensions sont supprimées. Le matériau se déforme de manière permanente ou se rompt au-delà de ce point.
La limite d’élasticité du 1.4057 est de 515 N/mm2.
1.4057 Résistance à la chaleur
En raison de la perte de ses propriétés mécaniques, le 1.4057 ne doit pas être utilisé à des températures supérieures à la température de recuit standard. Utilisé occasionnellement à 925 °C et en continu à une température de 870 °C, cet acier est résistant à la calamine.
1.4057 Usinabilité
Sur une échelle où 1 est faible et 6 élevé, le 1.4057 obtient un 3 pour son usinabilité.
1.4057 Conductivité thermique
La conductivité thermique du 1.4057 est d’environ 25 W/(m*K) à température ambiante.
1.4057 Coefficient de dilatation thermique
Le tableau suivant indique la dilatation ou la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou en cas de fortes variations de température.
Coefficient de dilatation thermique moyen
Valeur 10-6m/(m*K)
À une température de
10,0
20 – 100 °C
10,5
20 – 200 °C
10,5
20 – 300 °C
10,6
20 – 400 °C
11,0
20 – 500 °C
1.4057 Capacité thermique spécifique
La capacité thermique spécifique du 1.4057 est de 0,46 J/g-°C à température ambiante. Cette valeur indique la quantité de chaleur nécessaire pour réchauffer d’un kelvin une quantité donnée de matériau.
1.4057 Résistance électrique spécifique
La résistance électrique spécifique est indiquée dans le tableau suivant. La conductivité électrique est la valeur équivalente de la résistance électrique spécifique.
Résistance électrique spécifique
Valeur (Ohm*mm2)/m
À une température de
~0,7
~ 20 °C
PRÄZISIONSRUNDSTAHL OHNE BEARBEITUNGSAUFMASS – ISO h9

1.4057 PROCÉDÉ
1.4057 Traitement thermique
Les propriétés souhaitées déterminent les températures, les temps de maintien et les vitesses de refroidissement pendant le traitement thermique du 1.4057.
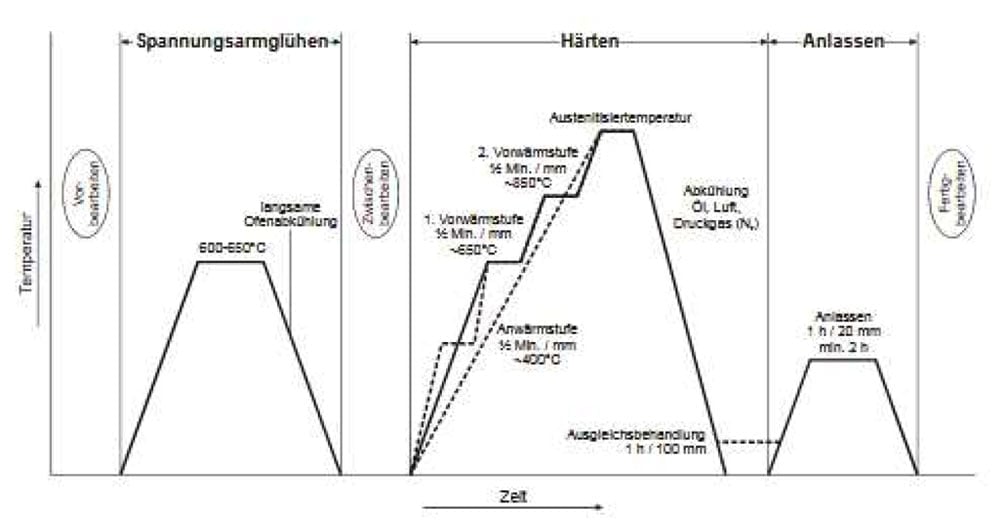
1.4057 Recuit
Chauffez les pièces dans une zone de température comprise entre 680 et 800 °C et maintenez-les à cette température, puis laissez-les refroidir lentement et de manière contrôlée dans le four.
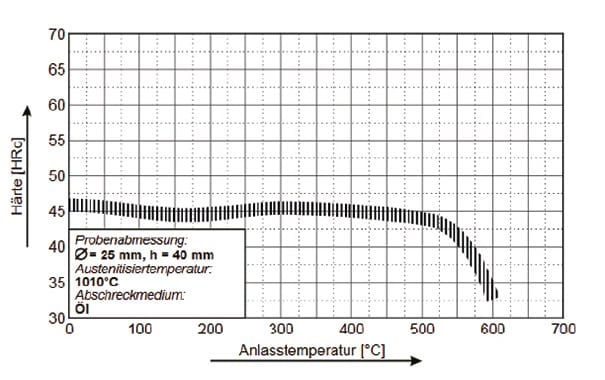
1.4057 Revenu
Le revenu est une étape décisive dans le processus de traitement thermique du 1.4057, afin de réduire la fragilité et d’améliorer la ténacité, .
Chauffez la pièce de manière uniforme à une température comprise entre 600 et 650 °C, maintenez-la pendant au moins 1 heure, puis laissez-la refroidir à l’air libre.
1.4057 Austénitisation
Chauffez le matériau à une température comprise entre 950 et 1050 °C et maintenez-le à cette température afin de garantir que toute la structure se soit transformée en austénite. Le matériau est ensuite refroidi dans l’huile ou à l’air libre. Ce type d’acier a tendance à durcir lorsqu’il est refroidi à l’air libre.
1.4057 Refroidissement
Le refroidissement de l’acier inoxydable 1.4057 dans l’huile, l’air ou l’eau transforme rapidement l’austénite en une structure martensitique dure et cassante. Les propriétés dépendent du milieu de refroidissement utilisé.
- Huile
- Air
- Eau
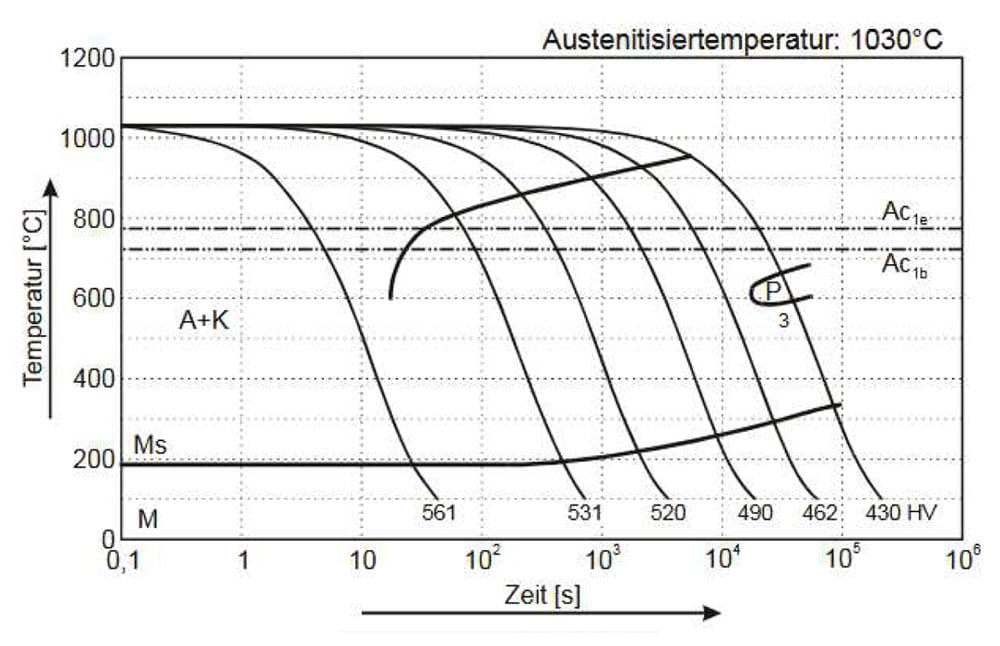
1.4057 Diagramme ZTU continu
Ce diagramme montre les micro-changements au fil du temps à différentes températures. Ceux-ci sont importants pour le traitement thermique, car ils fournissent des informations sur les conditions optimales pour des processus tels que le durcissement, le recuit et la normalisation.
1.4057 TRAITEMENT DE SURFACE
1.4057 Nitruration
La nitruration consiste à introduire de l’azote dans la couche superficielle, ce qui confère au 1.4057 une meilleure résistance à l’usure grâce à la dureté de la couche de nitrure.
1.4057 Brunissage
Le brunissage est souvent utilisé pour des raisons esthétiques, car il donne une finition bleu-noir qui réduit la réflexion de la lumière sur la surface.
1.4057 Procédés PVD et CVD
Les revêtements PVD (dépôt physique en phase vapeur) et CVD (dépôt chimique en phase vapeur) appliquent une fine couche sur la surface du matériau, ce qui permet d’augmenter la résistance à l’usure ou de réduire le frottement.
- PVD – dépôt physique en phase vapeur
- CVD – dépôt chimique en phase vapeur
1.4057 Passivation
La passivation permet d’éliminer le fer libre et les impuretés de la surface du 1.4057. Il en résulte une couche d’oxyde passive qui peut empêcher la rouille et d’autres formes de corrosion lorsqu’elle est exposée à des environnements corrosifs.
1.4057 Grenaillage
Le grenaillage consiste à projeter à grande vitesse des petites particules sphériques en verre, en céramique ou en acier sur la surface du matériau, laissant de petites cavités afin d’éliminer les pics de tension. Cela rend la surface plus résistante et peut prévenir les dommages causés par la fatigue et la corrosion sous contrainte.
1.4057 Électropolissage
Afin d’améliorer l’esthétique, la qualité de la surface et la résistance à la corrosion et d’éliminer les impuretés incrustées à la surface, le 1.4057 peut être électropoli. Ce traitement consiste à éliminer une fine couche superficielle au moyen d’un processus électrochimique.
1.4057 USINAGE
À l’état recuit, le 1.4057 peut être usiné facilement dans une certaine mesure. À l’état durci, au-dessus de 30 HRC, il est plus difficile à usiner.
1.4057 Érodage
Le 1.4057 peut être érodé. Il convient toutefois de tenir compte de l’état dans lequel il est érodé (recuit ou durci). À l’état durci, l’érosion peut être plus difficile et il convient de tenir compte des paramètres d’usinage ainsi que des électrodes spéciales. L’érosion du 1.4057 doit donc être soigneusement planifiée et contrôlée.
1.4057 Surépaisseur d'usinage / Modifications dimensionnelles
Des modifications dimensionnelles peuvent survenir lorsqu’un acier subit des changements de phase pendant un traitement thermique ou un refroidissement.
Lors de l’austénitisation, le matériau 1.4057 peut se dilater lorsqu’il est chauffé. Lors du revenu, les contraintes internes sont redistribuées, ce qui peut entraîner une légère dilatation du matériau, mais pas aussi importante que lors de l’austénitisation. D’autre part, le refroidissement du 1.4057 par trempe, le changement de phase de l’austénite à la martensite, peut réduire les dimensions par contraction. Une contraction excessive du matériau peut entraîner des déformations ou des fissures si le processus n’est pas correctement contrôlé.
1.4057 Forgeage
Chauffez la pièce avec précaution et lentement à une température d’environ 850 °C, puis augmentez rapidement la chaleur jusqu’à une température de 1150 à 1180 °C. La température de forgeage est comprise entre 1 180 et 950 °C, suivie d’un refroidissement lent dans le four, dans des cendres sèches ou d’autres matériaux favorisant ce refroidissement lent.
1.4057 Soudage
Le matériau 1.4057 peut être soudé en prenant les précautions appropriées. Préchauffez les pièces à environ 100 – 300 °C. Évitez les températures de soudage inférieures à 200 °C. Une fois le soudage terminé et la pièce revenue à température ambiante, chauffez-la à 650 °C pour un traitement thermique après soudage. Sans ce traitement thermique supplémentaire, les propriétés mécaniques dans les zones affectées thermiquement et dans le cordon de soudure peuvent différer considérablement de celles du matériau de base. Afin d’éviter toute contamination, il convient d’éviter le soudage avec des gaz contenant de l’hydrogène ou de l’azote, car ceux-ci ont un effet négatif sur les propriétés mécaniques. Afin de garantir la meilleure résistance possible à la corrosion dans le cordon de soudure, les traces de coloration doivent être éliminées par des moyens mécaniques ou chimiques.

















