





1.2358 - EN UN COUP D'ŒIL
Quel type d'acier est le 1.2358 ?
Le 1.2358 (60CrMoV18-5) est un acier à outils trempé et revenu, avec un alliage moyen, spécialisé dans le travail à froid. Il peut également être utilisé pour les outils de travail à chaud lorsque les contraintes de température sont faibles. Grâce à sa haute résistance à l’usure et à sa haute résistance aux chocs, ce matériau est choisi pour la fabrication de moules en plastique, d’outils de formage et d’estampage, etc.
Caractéristiques techniques
L’acier à outils 1.2358 est livré avec un traitement de trempe et de revenu et est utilisé principalement pour le travail à froid. Il peut également être utilisé pour les outils de travail à chaud en cas de faible charge thermique. Par un traitement de surface approprié, il est possible d’augmenter ou d’améliorer les propriétés existantes et d’atteindre ainsi une performance et une durée de vie plus élevées.
• acier à outils traité
• point fort : le travail à froid
• haute ténacité aux chocs
• haute résistance à l’usure
• trempable superficielle
• bien trempance à coeur
• haute stabilité dimensionnelle
• bien polissable
• bien soudable
• photodégradable
• si les propriétés précédentes sont très pertinentes, il peut être un substitut du 1.2379 (AFNOR Z160CDV12), 1.2436 (AFNOR Z210CW12) et 1.2080 mod. (AFNOR Z200C12 mod.)
Applications possibles
Avec sa haute précision, sa dureté et sa ténacité, et avec d’autres propriétés exceptionnelles, le 1.2358 peut être utilisé de manière polyvalente pour des applications exigeantes.
• outils de découpe pour coupes segmentées
• lames de cisailles
• outils de formage
• outils pour le façonnage à froid
• outils d’emboutissage profond
• outils d’extrusion à froid
• outils de cintrage
• cylindres
• outils de frappe
• outils de moulage par pression
• moules pour matières plastiques
• outils de travail à chaud conçus pour les contraintes thermiques faibles
1.2358 Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,58 - 0,62 | 0,2 - 0,5 | 0,7 - 0,9 | 0,0 - 0,03 | 0,0 - 0,03 | 4,3 - 4,7 | 0,4 - 0,6 | 0,2 - 0,3 |
Dénomination chimique:
60CrMoV18-5
Dureté d’utilisation: env. 33 HRC (état de livraison) jusqu’à 60 HRC
Dureté à la livraison:
max. 325 HB
1.2358 PROPRIÉTÉS PHYSIQUES
À quel groupe d'acier appartient le 1.2358 ?
- Acier à outils
- Acier pour moules plastiques
- Acier pour travail à froid
- Acier pour travail à chaud
Le 1.2358 est-il un acier inoxydable ?
Le 1.2358 n’est pas un acier inoxydable au sens classique du terme. Pour être classé comme tel, un acier doit contenir au moins 10,5 % de chrome.
Le 1.2358 est-il résistant à la corrosion ?
Pour être résistant à la corrosion, un matériau doit contenir au moins 10,5 % de chrome. Avec un pourcentage massique de 4,3 à 4,7 % de chrome, le 1.2358 a une certaine résistance à la corrosion, mais il n’est pas totalement résistant à la corrosion comme un acier inoxydable par exemple.
Le 1.2358 est-il magnétisable ?
En tant que matériau ferromagnétique, le 1.2358 peut être magnétisé et fixé sur un plateau magnétique pour être usiné, par exemple pour le fraisage ou le meulage.
Quelle est la résistance à l'usure du 1.2358 ?
Le 1.2358 obtient un 5 pour sa résistance à l’usure sur une échelle où 1 est faible et 6 est élevé.
1.2358 PROPRIÉTÉS TECHNIQUES
Le 1.2358 est-il un acier pour couteaux ?
Le matériau 1.2358 a des propriétés qui conviennent aux couteaux, comme sa résistance à la corrosion, sa dureté, sa ténacité et sa résistance à l’usure, mais il n’est généralement pas utilisé comme acier pour couteaux. En raison de sa dureté élevée, l’affûtage de la lame peut être difficile et sa résistance à la corrosion est inférieure à celle des aciers inoxydables utilisés pour les couteaux.
1.2358 Dureté de travail
La dureté de travail pour l’acier à outils 1.2358 est d’environ 33 HRC (état de livraison) à 60 HRC.
1.2358 Densité de l'acier
La densité de l’acier à outils 1.2358 se situe à une température de 20 °C à une valeur de 7,77 g/cm³.
1.2358 Résistance à la traction
La résistance à la traction pour l’acier à outils 1.2358 est d’environ 1100 N/mm2. Cette valeur est le résultat d’un essai de traction qui montre quelle force est nécessaire avant que le matériau ne commence à s’étirer ou à s’allonger avant de se rompre.
1.2358 Conductibilité thermique
Le tableau suivant indique la conductivité thermique de l’acier à outils 1.2363 à différentes températures.
Conductivité thermique
Valeur vergütet
10-6m/(m*K)
À une température de
19,4
20 °C
24,6
350 °C
26,3
700 °C
1.2358 Usinabilité
Le 1.2358 obtient un 3 pour son usinabilité, sur une échelle où 1 est faible et 6 est élevé.
1.2358 Coefficient de dilatation thermique
Le tableau suivant indique la dilatation ou la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou avec de fortes variations de température.
Coefficient de dilatation thermique moyen
Valeur 10-6m/(m*K)
À une température de
11,5
20 – 100 °C
11,8
20 – 200 °C
12,4
20 – 300 °C
12,8
20 – 400 °C
1.2358 Capacité thermique spécifique
La capacité thermique spécifique du 1.2358 est de 0,46 J/kg*K à température ambiante. Cette valeur indique la quantité de chaleur nécessaire pour chauffer une certaine quantité de matériau de 1 Kelvin.
JUSQU’À 40 % D’ÉCONOMIE
DE MATÉRIAU – VOICI €co-Präz®!

1.2358 PROCÉDÉ
1.2358 Traitement thermique
Le traitement thermique permet de définir les propriétés des matériaux. Il doit donc toujours être effectué avec précaution. Il permet de définir des propriétés telles que la résistance, la ténacité, la dureté de surface et la résistance à la température, qui peuvent à leur tour prolonger/améliorer la durée de vie des pièces, des outils et des composants.
Le traitement thermique comprend le recuit de mise en solution, le recuit d’adoucissement, la normalisation, le recuit de détente, mais aussi le revenu, le durcissement, le refroidissement et la trempe.
1.2358 Recuit d'adoucissement
Pour le recuit d’adoucissement, l’acier à outils 1.2358 est chauffé uniformément à une température de 820 – 860 °C et refroidi dans le four.
1.2358 Recuit de détente
L’acier 1.2358 est chauffé uniformément à 600 – 650 °C et maintenu pendant 1 – 2 heures. La pièce est ensuite refroidie dans le four.
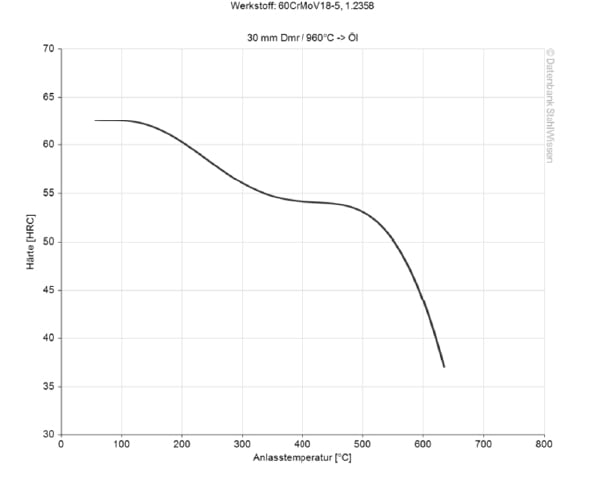
1.2358 Revenu
Pour le revenu, le 1.2358 est chauffé uniformément à une température choisie. Le temps de maintien est d’au moins 2 heures, ou 1 heure par 20 mm. Ensuite, le matériau est refroidi lentement dans le four ou à l’air.
1.2358 Trempe
Pour la trempe, le matériau est chauffé uniformément à une température de 950 – 980 °C et maintenu pendant environ 15 – 30 minutes, puis trempé.
1.2358 Trempe par induction
(trempe de la couche superficielle)
(trempe de la couche superficielle)
La trempe par induction est un chauffage rapide, ponctuel et ciblé de la surface d’une pièce. Pour ce faire, la surface est chauffée par la résistance électrique du matériau au moyen d’une induction (tension électrique alternative).
La surface du matériau est chauffée de manière focalisée à l’aide de différents inducteurs et des zones ciblées de la pièce sont ainsi durcies. Il est ainsi possible de durcir des zones fortement sollicitées, ainsi que des géométries compliquées.
Après la trempe par induction, le matériau est directement trempé.
1.2358 Trempe à la flamme (trempe superficielle)
Lors de la trempe à la flamme, la surface est chauffée, ponctuellement ou dans son ensemble, à la température de trempe par un mélange de gaz et d’oxygène, puis trempée directement.
La pièce ainsi durcie est ensuite soumise à un revenu afin d’ajuster la dureté de la surface et de réduire les tensions internes.
1.2358 Trempe
La trempe du matériau 1.2358 peut être effectuée dans les milieux suivants :
- Huile
- Gaz comprimé (N2)
- Air
- Bain chaud (500 – 550 °C)
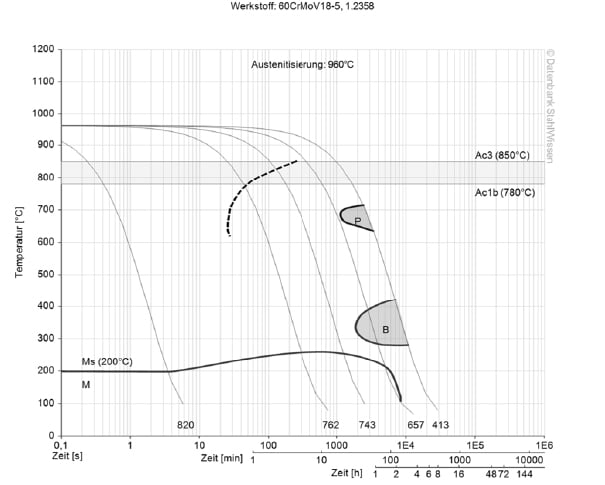
1.2358 Diagramme ZTU continu
Ce diagramme montre des micro-changements au fil du temps à différentes températures. Ils sont importants dans le traitement thermique, car ils donnent des informations sur les conditions optimales pour les processus tels que la trempe, le recuit et la normalisation.
1.2358 TRAITEMENT DE SURFACE
Le choix du traitement de surface dépend des exigences, de l’environnement dans lequel les pièces/outils seront utilisés, des propriétés requises et des charges prévues.
Pour améliorer ses performances et sa durée de vie, les traitements de surface suivants peuvent être appliqués au 1.2358.
1.2358 Nitruration
La nitruration consiste à diffuser de l’azote dans la surface du matériau afin de lui conférer une dureté de surface accrue, une meilleure résistance à l’usure et à la corrosion.
1.2358 Nitruration au plasma
Lors de la nitruration au plasma, l’azote se diffuse dans la surface et forme ainsi des nitrures. Grâce à une décharge luminescente plus régulière, on obtient une dureté constante, même pour les pièces complexes. La nitruration au plasma améliore la résistance à l’usure, la résistance à l’abrasion, la résistance à la fatigue et la résistance au soudage par friction.
Après la nitruration au plasma, le matériau 1.2358 peut encore être traité par le procédé PVD ou CVD, comme décrit plus loin.
1.2358 Oxydation (oxyde noir)
Avant l’oxydation, la surface du matériau est soigneusement nettoyée des dépôts et des adhérences, puis immergée dans une solution saline aqueuse alcaline.
L’oxydation noire, également appelée coloration bleue, est un traitement de surface qui permet de réduire la réflexion de la surface et d’augmenter la résistance à la corrosion.
1.2358 Procédés PVD et CVD
Ces deux procédés permettent de déposer une fine couche à la surface du matériau. Cette couche peut augmenter la dureté de la surface, la résistance à l’usure et à la corrosion et améliorer la capacité de glissement.
- PVD – dépôt physique en phase vapeur
- CVD – dépôt chimique en phase vapeur
1.2358 USINAGE
1.2358 Érosion
L’érosion est utilisée pour les pièces fabriquées à partir d’une seule pièce, pour la découpe de formes, ou pour la réalisation de formes compliquées et délicates et de lames aiguisées. En choisissant le bon processus d’érosion, la bonne électrode et les bons paramètres, il est possible d’obtenir les formes et les bords mentionnés précédemment. La couche de recast peut être entièrement éliminée par meulage et polissage.
1.2358 Surépaisseur d'usinage / modifications dimensionnelles
Cette nuance d’acier, comme la plupart des métaux, peut se contracter et se dilater lorsqu’elle est chauffée ou refroidie. Les changements de phase, dus aux contraintes résiduelles et à la décarburation, peuvent également entraîner des modifications dimensionnelles qui peuvent avoir un impact sur les propriétés de cette nuance d’acier.
Un chauffage et un refroidissement contrôlés, la réduction des contraintes et la prévention de la surchauffe peuvent réduire le risque de chocs thermiques et de changements dimensionnels indésirables, tels que la déformation ou le gauchissement, mais aussi la fissuration, ce qui peut nécessiter de recommencer un projet depuis le début.
1.2358 Soudage
Le 1.2358 peut être soudé avec des procédés, une préparation et un traitement ultérieur correctement choisis.
Avant de souder ce matériau, il faut s’assurer que la surface est exempte d’impuretés telles que graisse, lubrifiant, huile, mais aussi rouille. Pour minimiser les tensions, le matériau doit être préchauffé, les matériaux d’apport doivent être choisis de manière similaire au matériau de base et un post-traitement thermique doit être effectué. Après le soudage, il convient de vérifier que le matériau ne présente pas de fissures ou d’autres défauts, afin de s’assurer que les composants peuvent continuer à être utilisés en toute sécurité après le soudage.
















