





1.2083 ESR (AFNOR Z40C14 ESR) - EN UN COUP D'ŒIL
Quel type d'acier est le 1.2083 ESR (AFNOR Z40C14 ESR ) ?
L’acier à outils 1.2083 ESR (AFNOR Z40C14 ESR) ( (ESR = procédé de refusion sous laitier électroconducteur) est un acier pour travail à froid résistant à la corrosion. Il fait partie des aciers pour moules plastiques et, avec une haute teneur en chrome, il a une très bonne résistance à la corrosion (à l’état trempé) et une bonne résistance à l’usure.
Le X40Cr14 ESR se laisse facilement usiner et se polit bien en raison de la pureté du matériau ESR. Avec une haute résistance à la compression et une haute résistance à l’usure, ce durcisseur à cœur à faible déformation convient aux moules d’injection de tous types pour lesquels une bonne résistance aux matériaux de moulage par injection chimiquement agressifs est nécessaire.
Grâce au procédé de refusion, cet acier obtient une très faible teneur en inclusions, ce qui permet de l’utiliser par exemple pour le moulage de lentilles ou la photogravure avec une surface brillante.
Caractéristiques techniques
La nuance 1.2083 ESR (AFNOR Z40C14 ESR) est un matériau propre et homogène qui présente une bonne résistance à la corrosion, une bonne dureté et une bonne ténacité. Il est facile à usiner et répond bien au traitement thermique. C’est pourquoi il est idéal pour une multitude d’applications, comme les outils industriels et les instruments médicaux. Poli brillant, il trouve même sa place dans nos ménages, pour les couverts par exemple.
- acier pour le moulage de matières plastiques
- acier pour le travail à froid
- résistant à la corrosion
- résistant aux acides
- faible en distorsions
- bien usinable
- bien trempable
- corrodable
- très bien polissable
- la nitruration n’est pas courante
Applications possibles
Le 1.2083 ESR (AFNOR Z40C14 ESR) peut être utilisé pour des applications nécessitant une protection contre la corrosion, comme par exemple le moulage de matériaux corrosifs tels que le PVC, les acétates, les moules exposés à des conditions de travail humides, ainsi que les instruments et outils chirurgicaux et dentaires.
Des applications qui requièrent une bonne résistance à l’usure, par exemple pour le moulage de matériaux abrasifs.
Des applications qui ont besoin d’une haute qualité de surface, par exemple pour la fabrication de pièces optiques comme les lentilles d’appareils photo et de lunettes de soleil, ainsi que pour les récipients médicaux.
- construction mécanique en général
- technique médicale
- moules pour matières plastiques
- outils pour compression de résine de synthèse
- outils de coulage sous pression
- coulage sous pression de métaux légers
- outils de découpe
- lames de machine
- couteaux de cuisine
- rasoirs à main
- ciseaux,
- lames de curetage
- instruments chirurgicaux
- outils de mesure
- paliers à roulement
- roulements à billes
- patins à glace
- composants de pompe
- soupapes
1.2083 ESR Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr |
|---|---|---|---|---|---|
| 0,36 - 0,42 | 0,0 - 1,0 | 0,0 - 1,0 | 0,0 - 0,03 | 0,0 - 0,03 | 12,5 - 14,5 |
Dénomination chimique:
X40Cr14
Dureté d’utilisation:
50-55 HRC
Dureté à la livraison:
max. 241 HB
1.2083 ESR PROPRIÉTÉS PHYSIQUES
À quels groupes d'acier appartient le 1.2083 ESR ?
- Acier à outils
- Acier inoxydable résistant à la corrosion
- Acier inoxydable résistant aux acides
- Acier pour travail à froid
- Acier pour moules plastiques
Pourquoi un matériau ESR ?
La refusion sous laitier électroconducteur ou ESR, également connue sous le nom de refusion par flux électrique, est un processus au cours duquel l’acier est refondu et passe à travers un laitier qui élimine les débris et les impuretés de l’acier. Il en résulte un acier d’une plus grande pureté et d’une structure plus fine et homogène. La réduction des impuretés dans l’acier lui confère une plus grande intégrité, car il y a moins de points faibles. L’acier ESR peut présenter de meilleures propriétés mécaniques, telles qu’une résistance à la traction, une limite d’élasticité, une ténacité et une résistance à l’usure plus élevées, un meilleur état de surface et une plus longue durée de vie des outils.
Le procédé ESR améliore, spécialement pour le 1.2083 ESR (un acier déjà résistant à la corrosion), la résistance à la corrosion en réduisant les inclusions et autres impuretés.
L'acier 1.2083 ESR est-il un acier inoxydable ?
Oui, le 1.2083 ESR est un acier inoxydable. Pour être classé comme acier inoxydable, le matériau doit contenir au moins 10,5 % de chrome. Le 1.2083 ESR contient 12,5 à 14,5 % de chrome.
L'acier 1.2083 ESR est-il résistant à la corrosion ?
Avec une teneur en masse de 12,5 – 14,5 % de chrome, l’acier à outils 1.2083 ESR est résistant à la corrosion.
1.2083 ESR Résistance générale à la corrosion
1.2083 ESR résiste à la corrosion dans l’eau, la vapeur, les acides organiques doux, les solutions diluées de nitrates, de carbonates et d’autres sels.
L'acier à outils 1.2083 ESR est-il magnétisable ?
Oui, l’acier 1.2083 ESR est généralement magnétique et encore plus fort à l’état trempé qu’à l’état recuit. Cette qualité d’acier est adaptée à la technique de serrage magnétique.
1.2083 ESR Travail à froid
Le formage à froid du 1.2083 ESR doit être effectué avec soin pour éviter la formation de fissures. Le travail à froid de ce matériau peut augmenter sa dureté et sa résistance.
1.2083 ESR Résistance à l'usure
Le 1.2083 ESR obtient un 4 pour sa résistance à l’usure sur une échelle où 1 est faible et 6 est élevé.
1.2083 ESR PROPRIÉTÉS TECHNIQUES
L'acier à outils 1.2083 ESR est-il un acier pour couteaux ?
Oui, le matériau 1.2083 ESR peut être utilisé pour la fabrication de couteaux. En raison de sa grande pureté, de sa ténacité, de sa résistance à la corrosion et de sa facilité de coupe, le 1.2083 ESR convient à la fabrication de couteaux. Bien que cette nuance d’acier présente une bonne résistance à la corrosion, un entretien, un nettoyage et un séchage réguliers permettent de prolonger la durée de vie et les performances des couteaux fabriqués dans cette nuance.
1.2083 ESR Dureté de travail
La dureté de travail pour l’acier à outils 1.2083 ESR se situe entre 50 et 55 HRC.
1.2083 ESR Densité de l'acier
La densité de l’acier à outils 1.2083 ESR se situe à une température de 20 °C à une valeur de 7,8 g/cm³.
1.2083 ESR Résistance à la traction
L’acier à outils 1.2083 ESR présente à la livraison une résistance à la traction d’environ 815 N/mm2. Pour atteindre cette valeur, un essai de traction est réalisé; celui-ci montre quelle force est nécessaire pour étirer ou allonger un échantillon avant qu’il ne se brise.
1.2083 ESR Limite d'élasticité
La limite d’élasticité indique la quantité de charge nécessaire pour provoquer une déformation plastique et le moment où le matériau ne reprend pas sa forme initiale une fois la charge supprimée. Il reste alors dans la forme mal formée ou se casse.
La limite d’élasticité de cet acier à outils est de 1600 N/mm2.
1.2083 Usinabilité
Le matériau 1.2083 ESR obtient un 4 pour son usinabilité sur une échelle où 1 est faible et 6 est élevé.
1.2083 Conductivité thermique
La conductivité thermique du matériau 1.2083 ESR à une température de 23 °C est de 22,6 W/(m*K).
Conductivité thermique
Valeur W/(m*K)
Température
22,6
23 °C
24,0
150 °C
24,6
300 °C
24,9
350 °C
24,4
400 °C
23,7
500 °C
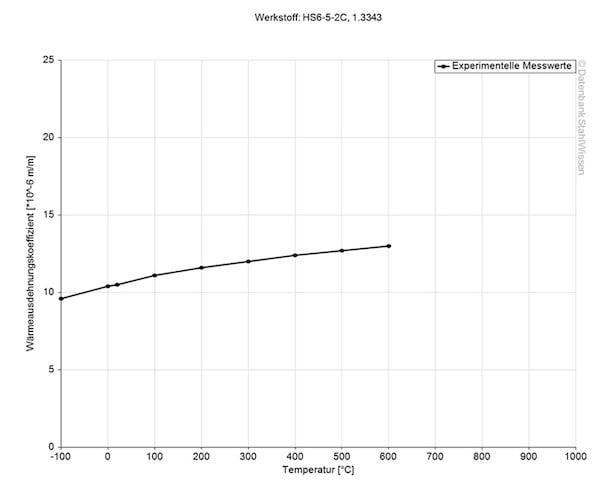
1.2083 ESR Coefficient de dilatation thermique
Le tableau suivant montre la dilatation ou la contraction à différentes températures, ce qui peut être très important pour les travaux à haute température ou en cas de fortes variations de température.
Coefficient de dilatation thermique moyen
Valeur 10-6m/(m*K)
À une température de
11,1
20 – 100 °C
11,6
20 – 200 °C
12,0
20 – 300 °C
12,3
20 – 350 °C
12,4
20 – 400 °C
12,5
20 – 450 °C
12,6
20 – 500 °C
1.2083 ESR Capacité thermique spécifique
La capacité thermique spécifique du 1.2083 est de 0,46 J/g*K à température ambiante. Cette valeur indique la quantité de chaleur nécessaire pour chauffer une certaine quantité de matériau de 1 kelvin.
1.2083 ESR Résistance électrique spécifique
Le tableau suivant indique la résistivité électrique du 1.2083 ESR.
Valeur (Ohm*mm²)/m
À une température de
0,6
20 °C
Résistance électrique spécifique
VOILÀ €co-Präz®!

1.2083 PROCÉDÉ ESR
1.2083 Traitement thermique
Le traitement thermique permet de définir les propriétés des matériaux. C’est pourquoi il doit toujours être effectué avec précaution. Il permet de définir des propriétés telles que la résistance, la ténacité, la dureté de surface et la résistance à la température, qui peuvent à leur tour prolonger/améliorer la durée de vie des pièces, des outils et des composants.
Le traitement thermique comprend le recuit de mise en solution, le recuit d’adoucissement, la normalisation, le recuit de détente, mais aussi le revenu, le durcissement et le refroidissement ou la trempe.
1.2083 ESR Recuit
Chauffez le matériau uniformément à 890 °C. Le refroidir ensuite lentement dans le four jusqu’à 650 °C, puis laissez-le refroidir à l’air jusqu’à la température ambiante.
1.2083 ESR Recuit de détente
Après l’usinage du 1.2083 ESR, le matériau est chauffé uniformément à 650 °C et maintenu pendant 2 heures. Ensuite, il passe au four à 500 °C, puis continue à refroidir à l’air.
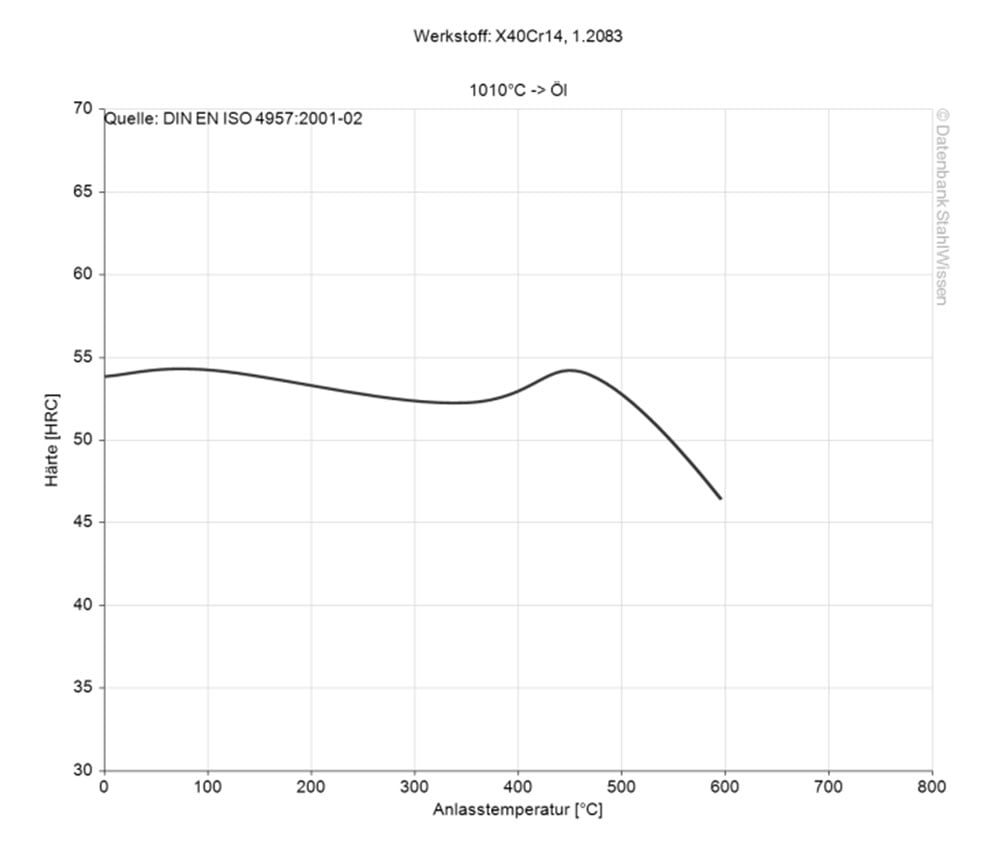
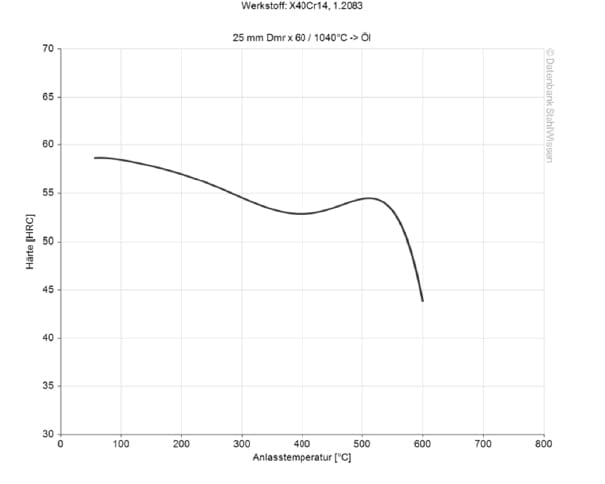
1.2083 ESR Revenu
Sélectionnez la température de revenu souhaitée, faites chauffer le matériau deux fois et refroidissez-le à température ambiante entre le 1er et le 2e revenu.
La température de revenu ne doit pas descendre en dessous de 250 °C et doit être maintenue à la température sélectionnée pendant au moins 2 heures. La température de 250 °C est recommandée pour obtenir la meilleure combinaison de dureté, de ténacité et de résistance à la corrosion.
1.2083 ESR Trempe
Préchauffez le matériau à 600 – 850 °C.
Pour l’austénitisation, chauffez le matériau à une température de 1010 – 1067 °C.
1.2083 ESR Traitement cryogénique
Le traitement cryogénique du 1.2083 ESR peut transformer l’austénite résiduelle en martensite et améliorer des propriétés telles que la stabilité dimensionnelle de ce matériau.
1.2083 ESU Abschrecken
Refroidissez rapidement le matériau afin d’obtenir les meilleures propriétés pour l’outil, mais veillez à ce que la vitesse de refroidissement ne soit pas trop rapide afin d’éviter que le matériau ne se déforme ou ne se fissure.
Il convient ensuite de procéder au revenu des pièces dès qu’elles atteignent une température de 50 à 70 °C.
Lit fluidisé ou bain de sel à 250 – 550 °C , puis le refroidissement s’effectue dans un courant d’air.
Vide avec une surpression suffisante
Huile chaude, env. 80 °C
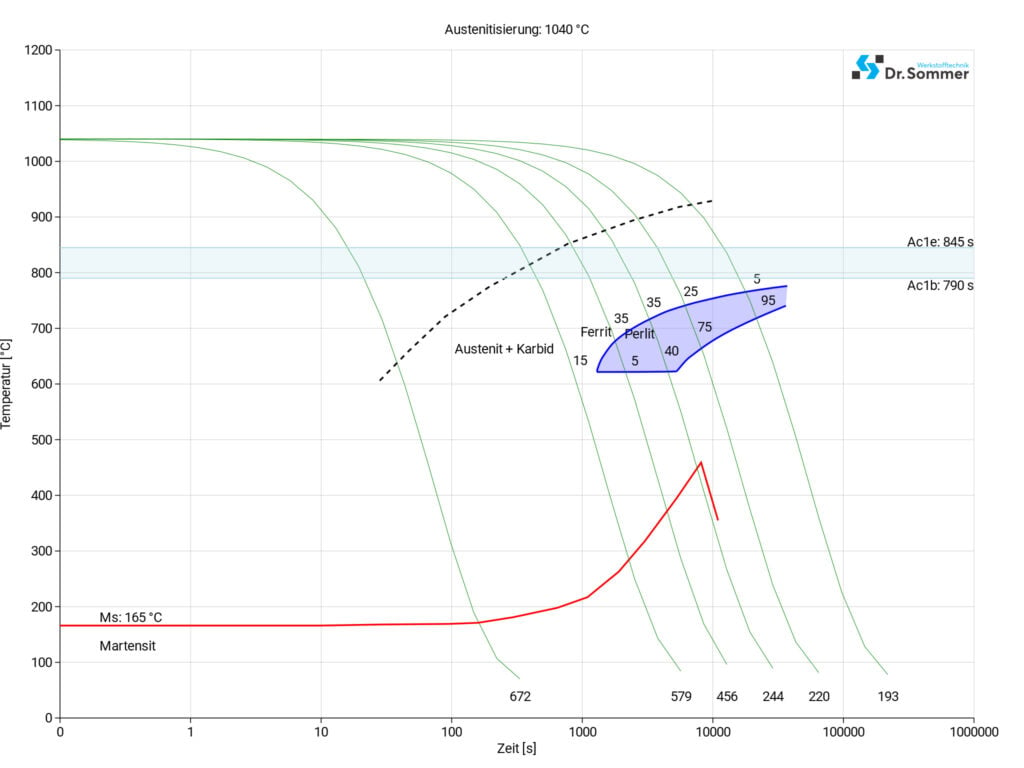
1.2083 ESR Diagramme ZTU continu
Ce diagramme montre des micro-changements au fil du temps à différentes températures. Ils sont importants dans le traitement thermique, car ils donnent des informations sur les conditions optimales pour les processus tels que la trempe, le recuit et la normalisation.
1.2083 ESR TRAITEMENT DE SURFACE
1.2083 ESR Passivation
La passivation consiste à éliminer le fer libre de la surface en traitant la surface avec une solution acide, comme l’acide citrique ou nitrique. La passivation crée une couche d’oxyde protectrice qui augmente la résistance à la corrosion de ce matériau.
1.2083 ESR Polissage
L’acier à outils 1.2083 ESR peut être poli pour obtenir une excellente qualité de surface, car le matériau ESR est plus propre et plus homogène. Le polissage réduit le frottement, améliore la qualité de la surface et augmente l’aspect esthétique.
1.2083 ESR Procédés PVD et CVD
Le revêtement PVD et CVD consiste à appliquer une couche dure, par exemple du TiN (nitrure de titane), afin d’améliorer la résistance à l’usure et la dureté du matériau.
- PVD – dépôt physique en phase vapeur
- CVD – dépôt chimique en phase vapeur
1.2083 ESR Revêtement galvanique
Ce procédé consiste à appliquer une couche de métal, par exemple de nickel ou de chrome, sur la surface du métal afin de la rendre plus résistante à la corrosion, de réduire les frottements ou d’obtenir un effet décoratif.
1.2083 ESR Texturisation
La texturation crée un motif à la surface du matériau à des fins esthétiques, mais peut également être fonctionnelle pour retenir le lubrifiant ou améliorer l’adhérence de la pièce ou la conductivité électrique et thermique.
1.2083 ESR USINAGE
1.2803 ESR Érosion
Comme il s’agit d’un matériau dur, les méthodes d’usinage conventionnelles peuvent représenter un défi et entraîner une usure excessive des outils. Comme il n’y a pas de contact direct avec le matériau lors de l’érosion, l’usure de l’outil n’est pas un problème en soi, bien que les électrodes doivent être remplacées régulièrement. L’érosion est souvent utilisée pour des matériaux durs, des formes complexes, des tolérances serrées et un bon état de surface des pièces.
1.2083 ESR Variations dimensionnelles
Comme pour tous les métaux, le 1.2083 peut se dilater lorsqu’il est chauffé et se contracter lorsqu’il refroidit. Les changements de phase peuvent également entraîner des modifications dimensionnelles. Ces modifications dimensionnelles peuvent varier en fonction de la température, du type de machines et de fluides de refroidissement utilisés pour la trempe et le revenu.
1.2083 ESR Soudage
Le soudage doit être évité dans la mesure du possible en raison du risque élevé de fissuration.
Si le soudage est inévitable, chauffez le matériau à 200 – 250 °C et le maintenir à cette température afin d’éviter la formation de fissures. Après le soudage, laissez le matériau durci à 10 – 20 °C en dessous de la température de revenu initiale.
Le matériau recuit doit être chauffé uniformément à 890 °C dans une atmosphère protégée. Refroidissez dans le four à 20 °C par heure jusqu’à 850 °C, puis à 10 °C par heure jusqu’à 700 °C. De là, le matériau peut continuer à être refroidi à l’air.
Il convient d’utiliser des additifs de soudage ayant la même composition que le métal de base.
1.2083 ESR photogravure
Grâce au procédé ESR, le 1.2083 ESR présente très peu d’inclusions et convient donc à la photogravure.

















