

- Introduction
- Réflexions de base du constructeur ou de la constructrice
- L’acier de précision pré-usiné comporte des avantages techniques
- L’acier de précision pré-usiné comporte des avantages économiques
- L’acier de précision pré-usiné comporte des avantages de qualité
- Avantages concrets dans la construction et dans la fabrication
- Et pourtant : à quel moment les pièces d’acier brut de sciage pourraient-elles se révéler utiles ?
- Conclusion
Acier de pécision pré-usiné versus acier brut - Profiter des avantages et réduire les coûts !
Sous “acier de précision pré-usiné”, nous désignons une pièce à travailler, pré-usinées toutes faces et sûrement exempte de décarburation, qui peut s’utiliser telle quelle pour la fabrication d’un produit industriel de précision. Ce matériau de base est souvent appelé semi-fini ou demi-fini, parce qu’il désigne une demi-étape de fabrication d’un processus censé donner naissance à un élément de construction fini.
Ainsi, ce nom se réfère aussi bien aux aciers plats de précision qu’aux aciers ronds de précision, chacun des deux formats avec ou sans surépaisseur d’usinage.
Dans la fabrication d’outils ou de moules, une constructrice ou un constructeur devrait plutôt envisager un acier pré-usiné (par ex. fraisé fin ou rectifié qu’un acier brut de sciage, l’ustilisation de celui-là présentant des avantages techniques, économiques et qualitatifs, susceptibles d’optimiser tout le processus de fabrication et de minimiser le risque de l’apparition de problèmes lors d’étapes de fabrication et/ou de durcissement ultérieures.
Notre gamme d’aciers de précision se fait remarquer par le nombre élevé de dimensions avec des zones de tolérances très étroites et une excellente qualite de surface.
Nous sommes le partenaire qui convient lorsque vous cherchez de l’acier plat de précision, de l’acier rond de précision, des plaques P de précision ou des barres €co-Präz.
Acier PREMIUM sous forme de 36.234 dimensions réparties sur 70 nuances.
En direct de notre stock à Osnabrück / Allemagne – bref délai de livraison
C’est avec plaisir que nous vous conseillons.
Sciage – fraisage – rectification sur mesure.
Réflexions de base du constructeur ou de la constructrice devant choisir entre un acier de précision pré-usiné et un acier brut.
Préparant la fabrication d’un composant de précision, le constructeur ou la constructrice doit commencer par choisir une nuance d’acier qui satisfait aux exigences techniques. Une fois ladite nuance choisie, il s’agit de trouver la finition de départ qui convient le mieux à la satisfaction des exigences relatives à la précision dimensionnelle, à la qualité de surface et à l’efficience économique.
Le choix de la finition de départ détermine de façon substantielle le degré de complexité de la production, le temps à investir dans la fabrication et le coût total. Lorsque l’on choisit un acier pré-usiné il est recommandé de se rendre compte des aspects suivants :
la précision de la
finition de départ :
Quel est l’écart dimensionel entre le matériau choisi et la pièce finie ?
la complexité de la
fabrication envisagée :
Combien d’étapes de travail seront nécessaires pour que les dimensions de la pièce d’acier choisie comme matériau de base ou de départ correspondent à celles de la pièce finie imaginée ?
le facteur coûts :
Quelle influence les coûts des matériaux, le temps d’usinage et le recours à certaines machines ont-ils sur le coût total ?
Représentation graphique : Processus de décision à l’occasion du choix du matériau de départ
A: CHOIX DE LA NUANCE D’ACIER
1.XXXX
But à atteindre au moyen de
la trempe :
par ex. haute dureté d’utilisation + haute résistance à la traction
B: SCHOIX DE
LA FINITION
Trempe volumique
Trempe superficielle
Trempe volumique et superficielle
C: CHOICE OF
STEEL PURCHASE
Acier plat de précision
SANS surépaisseur d’usinage
Acier plat de précision
AVEC surépaisseur d’usinage
Acier brut, coupé à la scie
VOTRE MEILLEUR CHOIX
L’ALTERNATIVE




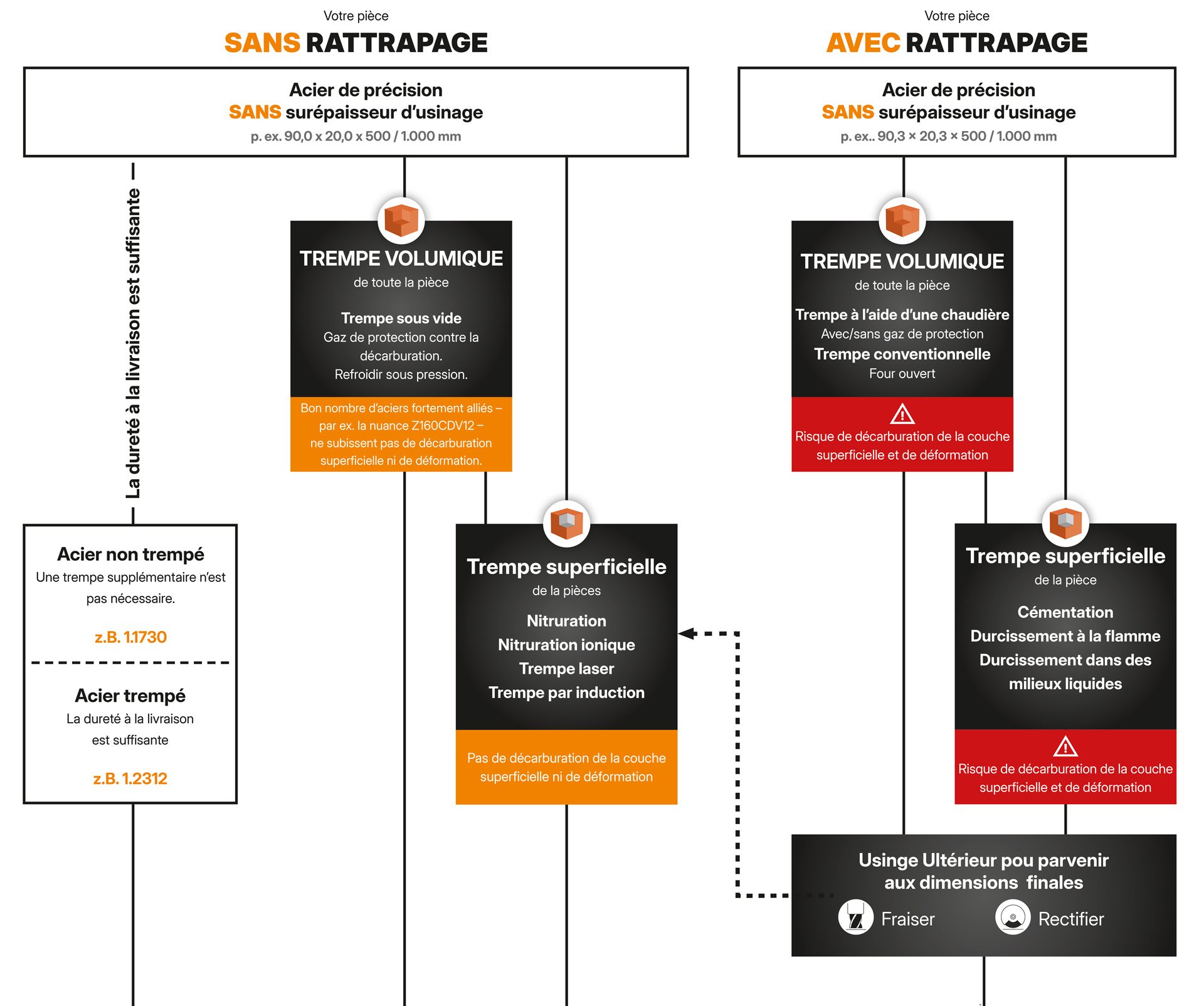
Le tableau qui suit représente les trois finitions différentes du matériau de départ pour la fabrication d’un composant de précision en acier à outils ou en acier résistant à la corrosion et les méthodes de durcissement convenables.
Acier plat de précision SANS surépaisseur d’usinage
Acier plat de précision AVEC surépaisseur d’usinage
Acier brut, coupé à la scie
| Acier plat de précision SANS surépaisseur d’usinage |
Acier plat de précision AVEC surépaisseur d’usinage |
Acier brut, coupé à la scie |
|---|---|---|
|
Dimensions du matériau de départ (mm) : 100,0 x 20,0 x 500 |
Dimensions du matériau de départ (mm) : 100,3 x 20,3 x 500 |
Dimensions du matériau de départ (mm) : 105 x 25 x 505 |
| Précision : Très élevée (matière première précise)) |
Précision : Élevée (dimensions exactes, mais retouches nécessaires) |
Précision : Faible (exécution grossière) |
| Étapes d’usinage nécessaires : Aucune étape d’usinage n’est nécessaire ; la pièce est utilisable telle quelle |
Étapes d’usinage nécessaires : Une opération de rectification/fraisage est nécessaire |
Étapes d’usinage nécessaires : Les opérations d’usinage nécessaires sont importantes (fraisage, rectification) |
| Champ d’utilisation : • Composants de précision • zone de tolérance étroite • pas d'étape d’usinage finale |
Champ d’utilisation : • Composants de précision nécessitant des étapes d’usinage standardisées k |
Champ d’utilisation : • Éléments de construction grossiers • fabrication économe • haut volume d'étapes d’usinage finales |
| Procédés de durcissement convenables • Trempe sous vide • nitruration • nitruration ionique • trempe laser • trempe par induction |
Procédés de durcissement convenables • Trempe conventionnelle, • cémentation • durcissement à la flamme • durcissement dans des milieux liquidesa |
Procédés de durcissement convenables Tous les procédés de durcissement comme avant |
Acier plat de précision SANS surépaisseur d’usinage
Dimensions du matériau de départ (mm)
100,0 x 20,0 x 500
Précision :
Très élevée
(matière première la plus précise)
Étapes d’usinage nécessaires :
Aucune étape d’usinage n’est nécessaire ; la pièce est utilisable telle quelle
Champ d’utilisation :
•Composants de précision
• zone de tolérance étroite
• pas d’étape d’usinage finale
Procédés de durcissement convenables :
• Trempe sous vide
• nitruration
• nitruration ionique
• trempe laser
• trempe par induction
Acier plat de précision AVEC surépaisseur d’usinage
Dimensions du matériau de départ (mm):
100,3 x 20,3 x 500
Précision :
Élevée
(conforme aux dimensions, mais retouche nécessaire)
Étapes d’usinage nécessaires :
Une opération de rectification/fraisage est nécessaire
Champ d’utilisation :
Composants de précision nécessitant des étapes d’usinage standardisées
Procédés de durcissement convenables :
• Trempe conventionnelle,
• cémentation
• durcissement à la flamme
• urcissement dans des milieux liquides
Acier brut,
coupé à la scie
Dimensions du matériau de départ (mm) :
105 x 25 x 505
Précision :
Faible (finition grossiere)
Étapes d’usinage nécessaires :
Les opérations d’usinage nécessaires sont importantes (fraisage, rectification)
Champ d’utilisation :
• Éléments de construction grossiers
• fabrication économe
• haut volume d’étapes d’usinage finales
Procédés de durcissement convenables :
Tous les procédés de durcissement comme avant
Analyse nuancée du matériau de départ :
| Acier plat de précision SANS surépaisseur d’usinage : |
Acier plat de précision AVEC surépaisseur d’usinage : |
Acier brut, coupé à la scie : |
|---|---|---|
| Matériau extrêmement précis, convient tel quel au finissage. | Même si les dimensions exactes et les tolérances admises sont maintenues, l’on ajoute quelques millimètres de surépaisseur d’usinage (habituellement 0,3 mm) afin qu’une opération (ultérieure) de rectification/fraisage soit possible. | Finition grossière se caractérisant par et une surface rugueuse. |
| Il n’est pas nécessaire d’ajouter quelques millimètres de surépaisseur d’usinage, car la surface se caractérise par une qualité de très haut niveau, tandis que sont maintenues les dimensions exactes et les tolérances admises. | Convient à des éléments de construction où il est à craindre qu’une décarburation superficielle se produise ou qu’il se déforme, par exemple lors d’une opération de durcissement (par ex. lorsqu’il est trempé dans une chaudière sous oxygène). Dans ce cas, il est indispensable de recourir à une opération d’usinage afin d’obtenir une pièce pourvue d’une surface non décarburée et un maintien parfait des dimensions exactes. | Nécessite des opérations d’usinage intenses (par ex. fraisage, rectification) permettant de parvenir aux dimensions de la pièce finie. |
| Idéal pour des composants de précision dont les zones de tolérance sont bien étroites et dont le volume d’opérations d’usinage nécessaires est minimal. Idéal lorsqu’on recourt à des procédés de durcissement qui, normalement, n’entrainent ni décarburation superficielle ni déformation (par ex. durcissement sous vide) |
Rentable pour des éléments de construction peu exigeants au sujet de la précision ou pour de grands éléments de construction qui se trouvent dans un dispositif de fixation prévus au finissage. |
Analyse nuancée du matériau de départ :
Acier plat de précision SANS surépaisseur d’usinage :
- Matériau extrêmement précis, convient tel quel au finissage.
- Il n’est pas nécessaire d’ajouter quelques millimètres de surépaisseur d’usinage, car la surface se caractérise par une qualité de très haut niveau, tandis que sont maintenues les dimensions exactes et les tolérances admises.
- Idéal pour des composants de précision dont les zones de tolérance sont bien étroites et dont le volume d’opérations d’usinage nécessaires est minimal.
- Idéal lorsqu’on recourt à des procédés de durcissement qui, normalement, n’entrainent ni décarburation superficielle ni déformation (par ex. durcissement sous vide)
Acier plat de précision AVEC surépaisseur d’usinage :
- Même si les dimensions exactes et les tolérances admises sont maintenues, l’on ajoute quelques millimètres de surépaisseur d’usinage (habituellement 0,3 mm) afin qu’une opération (ultérieure) de rectification/fraisage soit possible.
- Convient à des éléments de construction où il est à craindre qu’une décarburation superficielle se produise ou qu’il se déforme, par exemple lors d’une opération de durcissement (par ex. lorsqu’il est trempé dans une chaudière sous oxygène). Dans ce cas, il est indispensable de recourir à une opération d’usinage afin d’obtenir une pièce pourvue d’une surface non décarburée et un maintien parfait des dimensions exactes.
Acier brut, coupé à la scie :
- Finition grossière se caractérisant par et une surface rugueuse.
- Nécessite des opérations d’usinage intenses (par ex. fraisage, rectification) permettant de parvenir aux dimensions de la pièce finie.
- Rentable pour des éléments de construction peu exigeants au sujet de la précision ou pour de grands éléments de construction qui se trouvent dans un dispositif de fixation prévus au finissage.
Vous avez des questions ?
C’est avec plaisir que nous vous conseillons.
Acier plat de précision
Acier rond de précision
Plaques de précision
L’acier de précision pré-usiné présente des avantages techniques

Maintien des dimensions exactes plus précis
L’acier pré-usiné (acier plat de précision, acier plat €co-Präz, acier rond de précision) se caractérise par des tolérances serrées relatives à la forme et aux dimensions, ce qui facilite l’usinage ultérieur.
L’acier brut, coupé à la scie présente souvent des écarts aux dimensions théoriques plus importants (par ex. une ondulation ou des inexactitudes qui concernent l’épaisseur de la pièce) à compenser au moyen d’une opération d’usinage supplémentaire.
Temps d’usinage plus court
L’acier pré-usiné ne nécessite que très peu d’opérations d’usinage ultérieures, les dimensions et la qualité de surface étant déjà optimisées.
L’acier coupé à la scie nécessite des mesures d’usinage mécanique complémentaires (par ex. rabotage ou fraisage) pour obtenir les dimensions et les surfaces voulues.
Réduction de la déformation due à la trempe et/ou à l’usinage
Nous faisons attention à ce que nos barres d’acier pré-usinées, surtout les barres d’acier fraisées fin ou rectifiées, soient issues d’un matériau de base pauvre en tensions internes, à ce que les pièces soient usinées uniformément et, si nécessaire, nous dressons les éléments de construction qui l’exigent à l’aide d’une machine à dresser à rouleaux. Ainsi nos aciers présentent-ils moins de tensions internes.
L’acier brut, coupé à la scie, provenant par exemple de tôles ou de barreaux laminés, risque en raison d’une répartition non-homogène des tensions de présenter une tendance à se déformer sensiblement aussi bien lors d’une opération d’usinage complémentaire que lors d’un traitement de trempe.
Meilleure qualité de surface
Lisses, les surfaces fraisées fin ou rectifiées présentent une structure homogène, ce qui joue un rôle important pour les traitements de trempe ultérieurs (par ex. la nitruration).
Les surfaces sciées sont souvent raboteuses et irrégulières, ce qui peut compliquer la diffusion du carbone ou de l’azote lors de la cémentation ou de la nitruration ou d’autres opérations.
L’acier de précision pré-usiné présente des avantages économiques
| Réduction des frais d’usinage | Moins de gaspillage de matériau | Durée d’exécution plus courte |
|---|---|---|
| L’acier pré-usiné rend les opérations d’usinage grossier et d’usinage intermédiaire moins impératives, ce qui (vous) permet d'économiser du temps machine, des outils et du coût du travail. | L’acier de précision pré-usiné présente déjà les dimensions qu’il faut, ce grâce à quoi l’on réussit à perdre (gaspiller) moins de matériau enlevé (lors d’une opération de fraisage par ex.). | Moins d'étapes d’usinage étant nécessaires, le processus de fabrication se fondant sur un acier pré-usiné est plus efficiente et se déroule plus rapidement. |
| Il est impératif que l’on commence par usiner les surfaces d’une pièce d’acier brut coupée à la scie à grands frais, avant que l’on puisse obtenir des formes et des tolérances précises. | Les pièces coupées à la scie se présentent souvent avec une surépaisseur d’usinage de 5 à 10 mm, qui s’ajoutent en largeur, en épaisseur et en longueur, un fait qui produit plus de déchets de matériau. | Un matériau coupé à la scie prolonge la chaîne des procédés en raison d’opérations d’usinage grossier et d’opérations d’usinage intermédiaire inévitables. |
L’acier de précision pré-usiné présente des avantages économiques
L’acier de précision pré-usiné présente des avantages économiques
L’acier pré-usiné rend les opérations d’usinage grossier et d’usinage intermédiaire moins impératives, ce qui (vous) permet d’économiser du temps machine, des outils et du coût du travail.
Il est impératif que l’on commence par usiner les surfaces d’une pièce d’acier brut coupée à la scie à grands frais, avant que l’on puisse obtenir des formes et des tolérances précises.
Moins de gaspillage de matériau
L’acier de précision pré-usiné présente déjà les dimensions qu’il faut, ce grâce à quoi l’on réussit à perdre (gaspiller) moins de matériau enlevé (lors d’une opération de fraisage par ex.).
Les pièces coupées à la scie se présentent souvent avec une surépaisseur d’usinage de 5 à 10 mm, qui s’ajoutent en largeur, en épaisseur et en longueur, un fait qui produit plus de déchets de matériau.
Faster turnaround time
- Since fewer processing steps are required, the manufacturing process is faster and more efficient with pre-machined steel.
- Sawn material extends the process chain due to the need for rough and intermediate processing.
L’acier de précision pré-usiné présente des avantages de qualité
Meilleure structure de surface favorisant des opérations ultérieures
Une surface lisse, pré-usinée se prête parfaitement à :
des opérations de durcissement telles que la nitruration et la cémentation grâce à la diffusion (plus) équilibrée d’azote et de carbone.
des opérations de serrage et de montage exigeant une haute qualité de surface.
Les surfaces sciées risquent de présenter des rainures ou des endroits raboteux nécessitant des opérations d’usinage ultérieur. Des pièces d’acier découpées à la scie non rectangles avec des tensions internes peu sûrs.
Moins de tensions internes
Les aciers pré-usinés sont souvent intentionnellement issus d’aciers ayant subi une opération de recuit de relaxation ce qui permet éviter la présence de tensions internes avant la première opération d’usinage.
L’acier brut coupé à la scie risque de présenter des tensions internes hétérogènes ayant par exemple la déformation de la pièce, l’apparition de fissures ou d’écarts à la dimension théoriques, suscitées par l’usinage ou la trempe, pour conséquence.
Homogénéité du matériau
L’acier pré-usiné disposant d’une surface très fine, des défauts du matériau rares (par ex. des retassures ou des fissures) sont facilement reconnaissables.
L’acier brut, coupé à la scie, ne permettant pratiquement pas que l’on procède à un examen optique pareil, de tels défauts du matériau ne sont apparents qu’une fois la pièce d’acier ayant subi une opération de transformation coûteuse et se doublant de la possibilité qu’un élément de construction ne soit, quoique terminé, pas utilisable.
Des avantages concrets de l’acier pré-usiné lors de la conception (étude d’un composant) et lors de la réalisation (fabrication d’un composant de précision)
Construire sur la base de barreaux d’acier de précision standard (demi-produits)
Optant pour un acier pré-usiné, soumis, en ce qui concerne les dimensions et les tolérances, par ex. à la norme industrielle allemande (DIN) 59350, le constructeur peut garantir que la pièce d’acier présente dès le début des dimensions plus précises, ce grâce à quoi l’intensité des procédés d’usinage compensatoire comme le fraisage ou la rectification peut être réduite sensiblement.
Ces produits standardisés, plus de 30000 articles différents au total, sont disponibles en direct de notre stock et peuvent être combinés tels des modules (LEGO).
Réduction d’opérations d’usinage compensatoire
Optant pour un acier pré-usiné, le constructeur peut garantir que la pièce d’acier présente dès le début des dimensions plus précises, ce grâce à quoi l’intensité des procédés d’usinage compensatoire comme le fraisage ou la rectification peut être minimisée.
Fiabilité de la fonctionnalité de l'élément de construction
More precise dimensions and better surfaces lead to higher functionality of the component, especially with regard to fittings or bearings.
Optimisation d’opérations de durcissement
Les opérations de durcissement comme la cémentation ou la nitruration profitent des surfaces régulières et lisses des aciers pré-usinés.
Une pièce découpée à la scie risque de fournir des résultats hétérogènes relatifs à l’épaisseur de la couche durcie et à la qualité de surface.
Quand le recours à l’acier brut, coupé à la scie, pourrait-il se révéler raisonnable ?
En cas d’exception, le recours à l’acier brut, coupé à la scie, est bien possible :
Composants grossiers, moins précis :
Lorsque ni le maintien de dimensions exactes ni la qualité de surface ne sont pas d’une importance primordiale.
Fabrication de prototypes :
Pour des applications simples et uniques, où est utilisé du matériau brut avantageux.
Aspect des coûts :
Lorsque le prix avantageux du matériau brut justifie les frais d’usinage supplémentaires.
Conclusion
Recourir à l’acier brut, coupé à la scie, n’est raisonnable qu’en cas d’exception, lorsque l’on n’est pas très exigeant avec la précision, la qualité de surface ou l’efficience relative au processus de fabrication. Pour des composants de précision auxquels on demande une haute efficience et une bonne rentabilité, l’acier plat de précision SANS surépaisseur d’usinage est un choix optimal, surtout là où sont prévues des opérations de durcissement sans décarburation superficielle et lors desquelles la pièce à usiner ne risque pas de se déformer (par ex. la trempe sous vide).
Le constructeur ou la constructrice devraient prévoir l’utilisation d’acier pré-usiné pour les raisons suivantes :
Le maintien de dimensions exactes élevé et la meilleure qualité de surface réduisent les dépenses supplémentaires provoqués par la nécessité de procéder à des opérations d’usinage et de rattrapage.
La faiblesse du risque de déformation et de défauts du matériau augmente la sécurité des procédés lors de la trempe et lors de l’utilisation industrielle ultérieure de l’élément de construction.
Les durées d’exécution réduites et le coût total moins élevé améliorent la rentabilité de la production.













