



1.2344 - EN UN COUP D'ŒIL
Quel type d'acier est le 1.2344 ?
L’acier 1.2344 (X40CrMoV5-1) est un acier pour travail à chaud. Il est refroidissable à l’eau, trempable à l’huile ou à l’air et présente une bonne ténacité. Le 1.2344 est un acier à outils à 5 % de chrome et peut être utilisé de manière polyvalente pour un large spectre de travail à chaud et à froid. L’ajout de vanadium augmente sa résistance à l’usure et lui donne d’excellentes propriétés à des températures élevées.
L’acier à outils 1.2344 est souvent utilisé pour les outils de travail à froid en raison de sa ténacité exceptionnelle, même si ce procédé réduit quelque peu la résistance à l’usure. En plus de sa haute résistance à l’usure à chaud et de sa résistance aux fissures thermiques, il présente également une bonne aptitude au polissage et convient aux formes de lentilles et de couverts.
Caractéristiques techniques
Le 1.2344 a quelques avantages et inconvénients. Bien qu’il présente une certaine résistance à la corrosion, il doit être bien traité pour éviter la rouille. Le fait que le 1.2344 ne puisse pas conserver le tranchant sur le bord de coupe, même si sa dureté permet de l’affûter facilement, n’en fait pas un choix idéal pour la fabrication de couteaux.
Même si cet acier est plus approprié pour le travail à chaud, il peut également être travaillé à froid. Le 1.2344 a une résistance mécanique aux températures élevées, une bonne résistance à la fatigue thermique et une bonne ténacité et résistance à l’usure.
- bonne réstistance mécanique au températures élevées
- haute résistance à l’usure à chaud (légèrement plus élevée que celle de la nuance 1.2343)
- haute résistance aux changements de température
- très bonne ténacité
- la nuance 1.2344 est bien érodable et nitruable
- refroidissable à l’eau
- peu encline à se fissurer lors d’un échauffement violent
- pour une ténacité encore meilleure et une pureté et une homogénéité maximales, utilisez l’acier 1.2344 ESU
Applications possibles
L’acier à outils 1.2344 a de nombreuses bonnes propriétés qui font de cet acier à outils non seulement un bon choix pour les hautes températures. La combinaison de sa résistance à la fatigue thermique et à l’usure permet de l’utiliser également pour les outils de fonderie et d’extrusion, ainsi que pour les matrices, les lames de cisailles à chaud et les outils de poinçonnage, pour n’en mentionner que quelques-uns. Avec sa bonne résistance à la fatigue thermique, à l’érosion et à l’usure, il est idéal pour les moules en plastique.
- outils de forge
- matrices d’estampage
- lames de cisailles à chaud
- outils de presse d’extrusion à chaud
- outils de presse à filer
- matrices de presse pour empreinte
- récepteurs de lingots
- outils de coulage sous pression
- coulage sous pression de métaux légers
- mandrins de presse
- matrices de presse
- broches de perforation
- production de vis
- production de rivets
- productions de boulons
- éjecteurs
- moules pour matières plastiques
1.2344 Valeurs de référence
Analyse chimique:
| C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|
| 0,35 - 0,42 | 0,8 - 1,2 | 0,25 - 0,5 | 0,0 - 0,03 | 0,0 - 0,02 | 4,8 - 5,5 | 1,2 - 1,5 | 0,85 - 1,15 |
Dénomination chimique:
X40CrMoV5-1
Dureté d’utilisation:
50-56 HRC
Dureté à la livraison:
max. 229 HB
1.2344 PROPRIÉTÉS PHYSIQUES
À quels groupes d'acier appartient le 1.2344 ?
- Acier à outils
- Acier pour travail à chaud
- Acier pour moules en matière plastique
Le 1.2344 est-il un acier inoxydable ?
Bien que le 1.2344 contienne entre 4,8 et 5,5 % de chrome, il ne s’agit pas d’un acier inoxydable au sens classique du terme. L’acier inoxydable contient au minimum 10,5 % de chrome.
Le 1.2344 offre certes une certaine résistance à la corrosion, mais si la résistance à la corrosion est une exigence majeure, il est recommandé de choisir un type d’acier inoxydable ou d’appliquer un revêtement protecteur.
Le 1.2344 est-il magnétisable ?
Oui, en tant que métal ferreux, le 1.2344 peut être magnétisé. Le meulage, le fraisage et l’érosion peuvent par exemple être effectués sur des machines à adhérence magnétique.
1.2344 Travail à chaud
L’acier pour travail à chaud, tel que le 1.2344, peut être exposé en continu à des températures élevées. Il présente une résistance, une dureté, une stabilité thermique, une ténacité et une résistance à l’usure élevées pour une durée de vie prolongée.
1.2344 Travail à froid
Le travail à froid du matériau DIN 1.2344 est plus facile à l’état recuit. Traité thermiquement, il représente un défi en raison de sa dureté et les pièces peuvent se durcir, ce qui peut entraîner des ruptures et de l’usure. Afin de réduire les tensions et de conférer aux pièces leurs propriétés définitives, celles-ci doivent ensuite être traitées thermiquement.
1.2344 Résistance à l'usure
Sur une échelle où 1 est faible et 6 élevé, le 1.2344 obtient un 3 pour sa résistance à l’usure.
1.2344 CARACTÉRISTIQUES TECHNIQUES
Le 1.2344 est-il un acier à couteaux ?
L’acier à outils 1.2344 n’est généralement pas utilisé comme acier à couteaux, car bien qu’il soit dur et puisse être bien affûté, il ne conserve pas longtemps son tranchant.
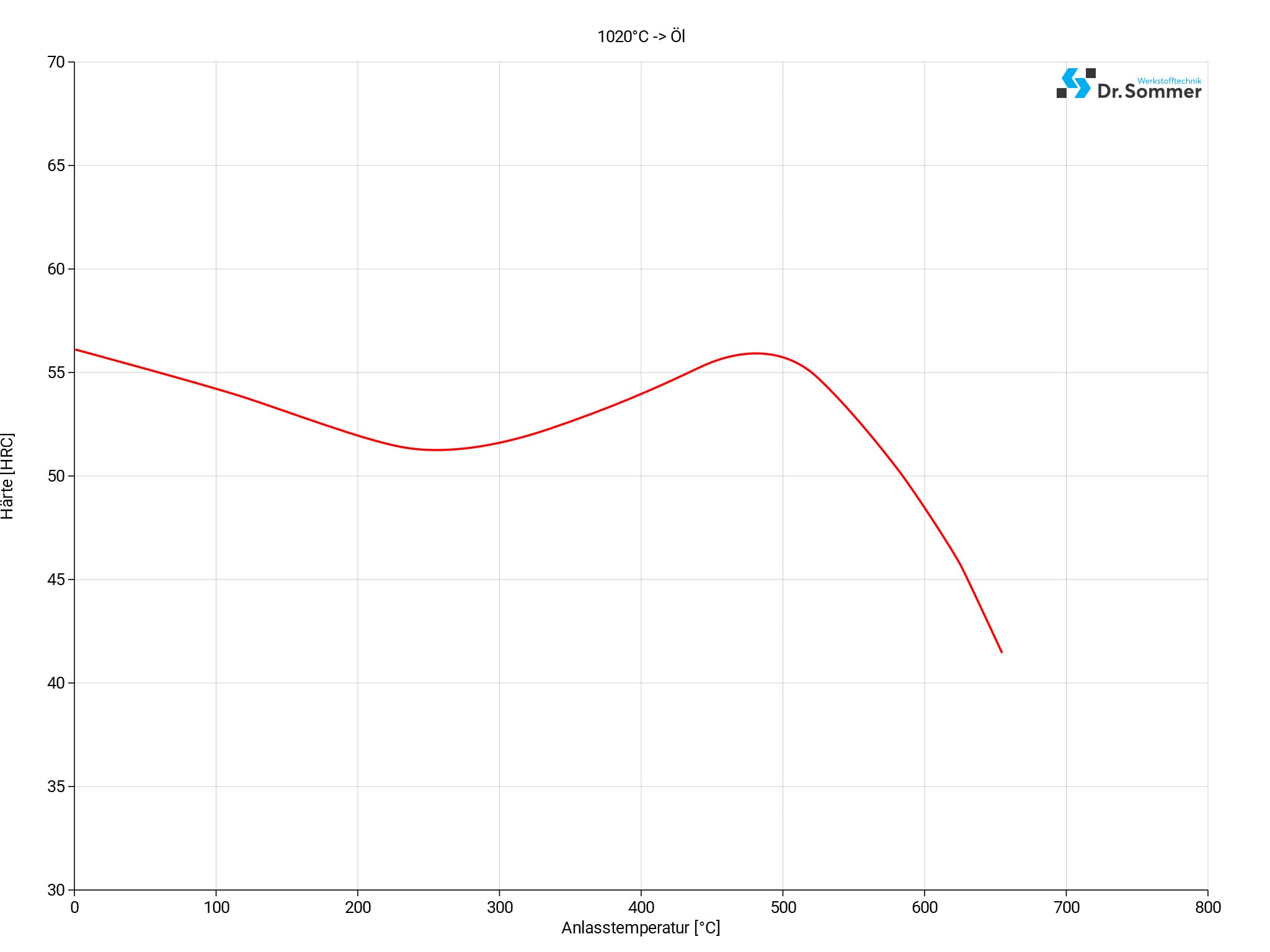
1.2344 Dureté de travail
La dureté de travail pour la qualité 1.2344 est comprise entre 50 et 56 HRC.
1.2344 Densité
La densité de l’acier à outils 1.2344 est d’environ 7,74 g/cm³ à une température de 20 °C.
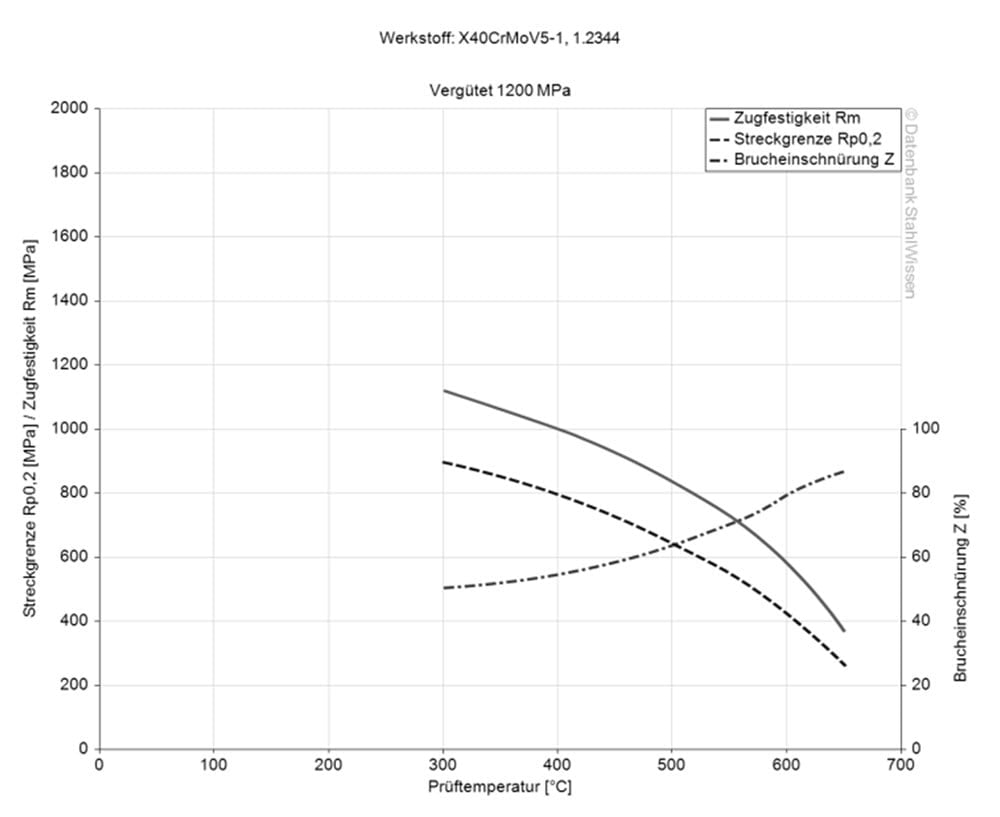
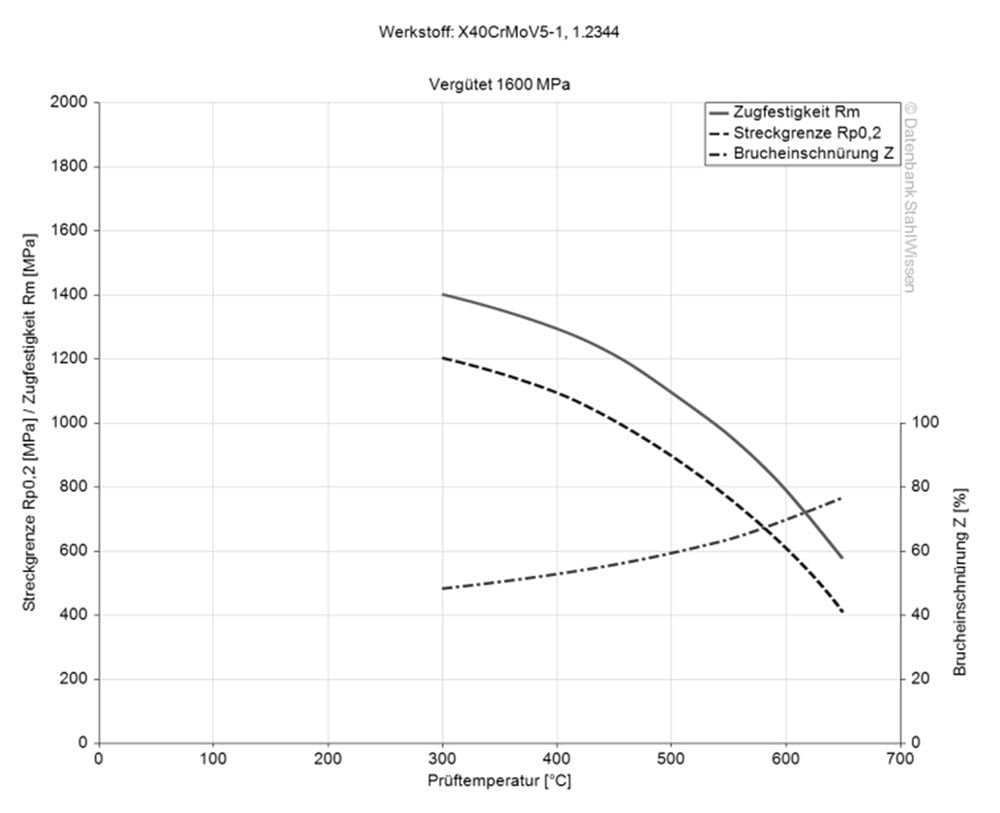
1.2344 Résistance à la traction
Le matériau 1.2344 présente une résistance à la traction d’environ 770 N/mm2 à l’état de livraison. Pour déterminer cette valeur, un échantillon de matériau est soumis à un essai de traction afin de déterminer la force nécessaire pour étirer ou allonger l’échantillon avant qu’il ne se rompe.
1.2344 Limite d'élasticité
La limite d’élasticité indique la charge qu’un matériau peut supporter avant de se déformer de manière irréversible. Avant d’atteindre ce point, le matériau 1.2344 reprend sa forme initiale lorsque la charge est retirée. Au-delà de ce point, le matériau reste déformé ou se brise même. La limite d’élasticité de l’acier à outils 1.2344 est d’environ 1650 N/mm2.
1.2344 Usinabilité
Sur une échelle où 1 est faible et 6 élevé, le matériau 1.2344 obtient un 4 pour son usinabilité.
1.2344 Conductivité thermique
Le tableau suivant indique la conductivité thermique du matériau 1.2344 à l’état recuit et durci.
Conductivité thermique
Valeur, recuit
W/(m*K)
Valeur, durci
W/(m*K)
Température
27,2
25,5
20 °C
30,5
27,6
350 °C
33,4
30,3
700 °C
1.2344 Coefficient de dilatation thermique
Ce diagramme indique dans quelle mesure le matériau 1.2344 se dilate ou se contracte en cas de variations de température. Ces informations peuvent être importantes lorsque les outils sont exposés à des températures élevées ou variables.
Coefficient moyen de dilatation thermique
Valeur 10-6m/(m*K)
À une température de
10,9
20 – 100 °C
11,9
20 – 200 °C
12,3
20 – 300 °C
12,7
20 – 400 °C
13,0
20 – 500 °C
13,3
20 – 600 °C
13,5
20 – 700 °C
1.2344 Capacité thermique spécifique
La capacité thermique spécifique de 1.2344 est de 0,46 J/kg*K à température ambiante.
La capacité thermique spécifique est une propriété physique du 1.2344 qui indique la quantité de chaleur nécessaire pour réchauffer d’un kelvin une quantité donnée de matériau.
1.2344 Résistance électrique spécifique
La constante du matériau dépendant de la température (résistance électrique spécifique) est indiquée dans le tableau suivant. La conductivité électrique est l’inverse de la résistance électrique spécifique.
Résistance électrique spécifique
Valeur (Ohm*mm2)/m
À une température de
~ 0,543
~ 20 °C
~ 0,638
~ 100 °C
~ 0,705
~ 200 °C
~ 0,782
~ 300 °C
~ 0,868
~ 400 °C
~ 0,960
~ 500 °C
~ 1,060
~ 600 °C
DEVENEZ ENCORE PLUS COMPÉTITIFS QUE NE LE CRAIGNENT VOS CONCURRENTS!

1.2344 PROCÉDÉ
1.2344 Traitement thermique
Le traitement thermique permet de définir les propriétés des matériaux. Il doit donc toujours être effectué avec précaution. Il permet de définir des propriétés telles que la résistance, la ténacité, la dureté de surface et la résistance à la température, qui peuvent à leur tour prolonger/améliorer la durée de vie des pièces, des outils et des composants.
Le traitement thermique comprend le recuit de mise en solution, le recuit d’adoucissement, la normalisation, le recuit de détente, mais aussi le revenu, le durcissement, le refroidissement et la trempe.
1.2344 Recuit
Afin d’éviter tout endommagement de la surface, le 1.2344 doit être recuit dans une atmosphère neutre ou dans un récipient approprié à l’aide de charbon neutre.
Pour le recuit, le 1.2344 est chauffé lentement et uniformément à une température de 750 à 800 °C.
La température est ensuite abaissée d’environ 10 à 20 °C par heure jusqu’à 600 °C, puis le matériau peut continuer à refroidir à l’air libre.
1.2344 Recuit de détente
Après l’usinage grossier ou en cas d’usinage important, un recuit de détente est nécessaire pour le 1.2344 afin d’éviter les déformations dues aux contraintes. L’acier à outils est recuit à une température de 600 à 650 °C.
La température est maintenue pendant 1 à 2 heures dans une atmosphère neutre, puis refroidie à l’air de manière contrôlée. Le refroidissement contrôlé est important afin d’éviter la formation de nouvelles contraintes.
1.2344 Recuit
Immédiatement après le durcissement, le matériau est lentement porté à la température de recuit et maintenu à cette température pendant au moins 1 heure par 25 mm d’épaisseur. La température de recuit doit être supérieure d’au moins 10 °C à la température de travail prévue de l’outil.
Les pièces doivent être revenues deux fois ; un troisième revenu peut être avantageux pour réduire les tensions dans la pièce.
1.2344 Durcissement
Le durcissement de l’acier à outils 1.2344 lui confère de meilleures propriétés.
Pour contrôler la décarburation, utilisez un four à atmosphère contrôlée ou enveloppez le 1.2344 dans un matériau inerte. Chauffez-le uniformément à une température comprise entre 1 020 et 1 060 °C, maintenez la température pendant 15 à 30 minutes, trempez le matériau, puis laissez-le refroidir directement.
1.2344 Refroidissement
Le 1.2344 est généralement refroidi à l’air, bien qu’il puisse également être refroidi avec d’autres substances. Lors du choix de la méthode de refroidissement, il convient de tenir compte de facteurs tels que l’application, la forme et la taille des pièces.
- Air
- Huile
- Vacuum
- Bain chaud
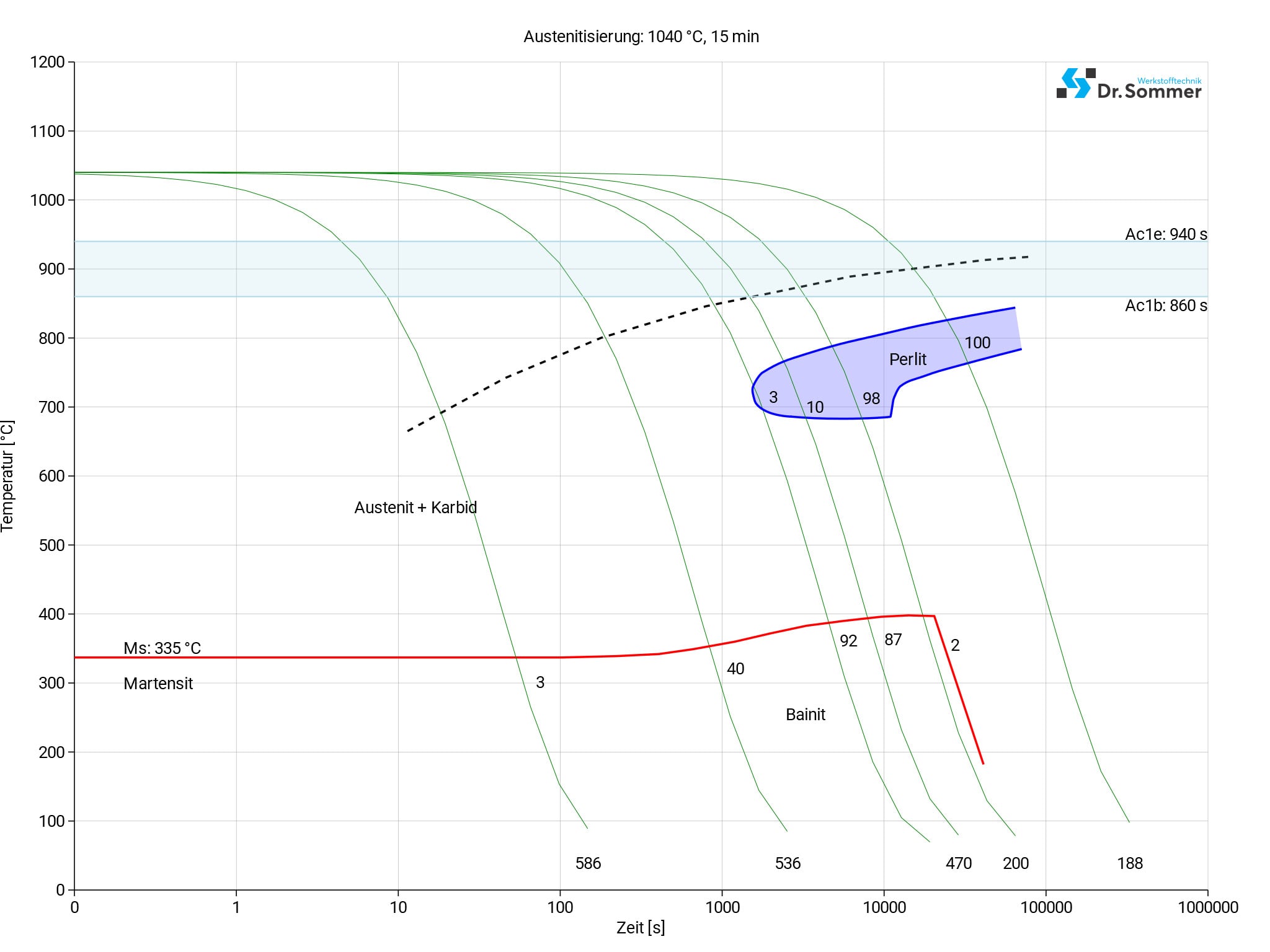
1.2344 Diagramme ZTU continu
Ce diagramme montre les micro-changements au fil du temps à différentes températures. Ceux-ci sont importants pour le traitement thermique, car ils fournissent des informations sur les conditions optimales pour des processus tels que le durcissement, le recuit et la normalisation.
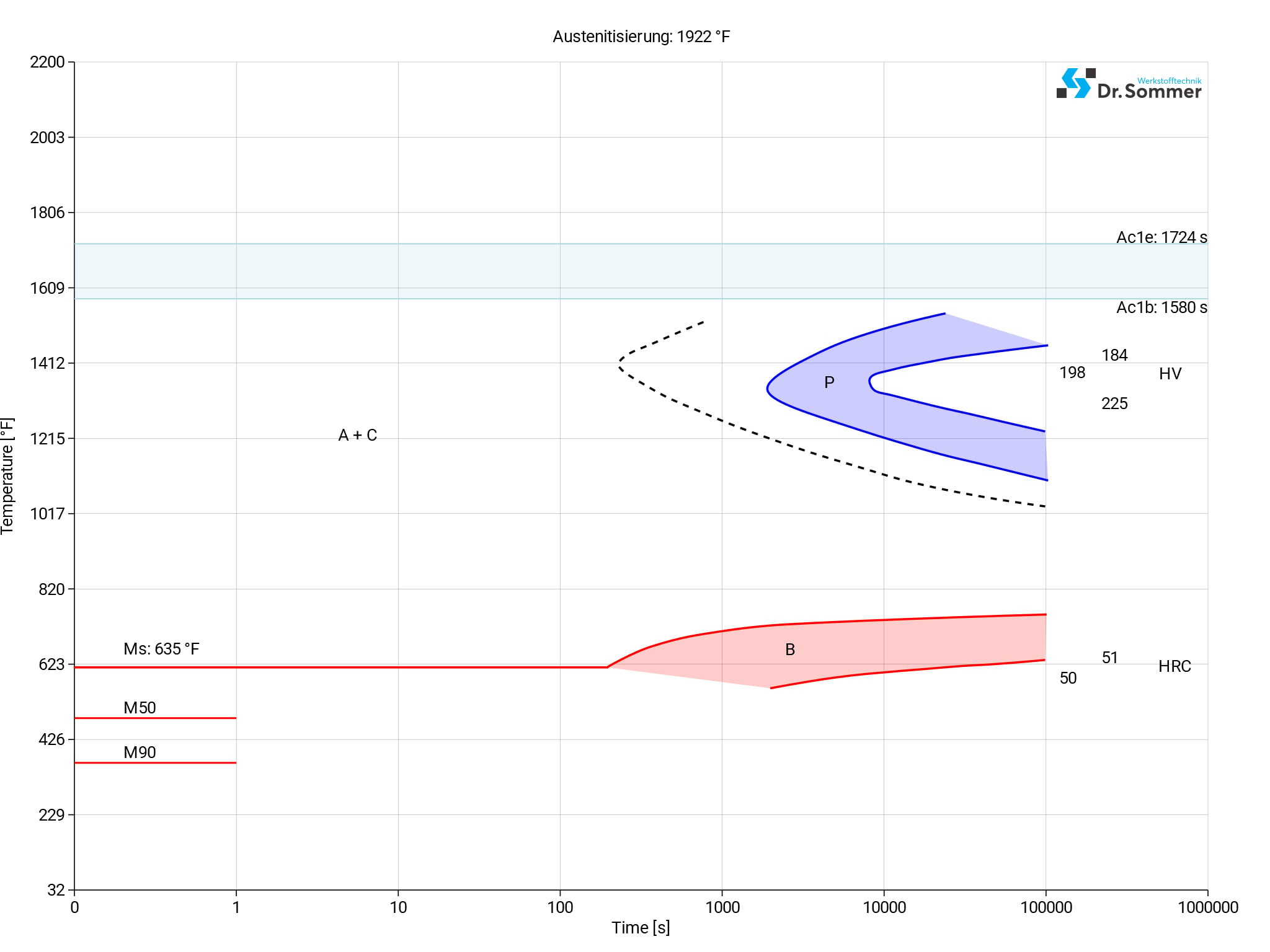
1.2344 Diagramme ZTU isothermique
Ce diagramme montre les changements structurels à l’échelle microscopique au fil du temps à température constante. Il indique à quelle température et après combien de temps différentes phases, par exemple la perlite, la martensite ou la bainite, commencent à se former.
1.2344 TRAITEMENT DE SURFACE
Les informations suivantes ne sont qu’un exemple parmi une multitude de traitements de surface possibles pour l’acier à outils 1.2344. Le choix du traitement de surface dépend de l’application pour laquelle les pièces doivent être utilisées.
1.2344 Nitruration
Pour améliorer la résistance à l’usure et la résistance à la fatigue, la nuance 1.2344 peut être nitrurée. Ce procédé consiste à introduire de l’azote dans la surface, ce qui confère une certaine résistance à la corrosion, mais peut également réduire la nécessité d’une lubrification fréquente des pièces mobiles.
1.2344 Carbonitruration / Durcissement
Ce procédé n’est certes pas aussi courant que la nitruration pour cette qualité, mais il introduit du carbone dans la surface du matériau et lui confère une dureté supplémentaire avec un noyau résistant.
1.2344 Brunissage
Le brunissage permet d’appliquer une couche d’oxyde mixte noire sur les pièces et les outils, ce qui leur confère une certaine protection contre la corrosion. Ce procédé est également utilisé pour donner un aspect esthétique aux pièces, mais aussi pour conférer aux pièces exposées à la lumière une surface peu réfléchissante.
1.2344 Procédés PVD et CVD
Afin de réduire les frottements et d’améliorer la résistance à l’usure et à la corrosion, le 1.2344 peut être revêtu par procédé PVD (dépôt physique en phase vapeur) ou CVD (dépôt chimique en phase vapeur). Dans les deux procédés, une couche très fine de matériau est appliquée sur la surface des pièces.
1.2344 USINAGE
1.2344 Érosion
Le 1.2344 peut être usiné par érosion à l’état recuit ou durci.
Un revenu après l’érosion peut être nécessaire, car les zones affectées par la chaleur peuvent avoir des propriétés différentes de celles du matériau de base. Avec les bons réglages et dans des conditions optimales, l’acier à outils 1.2344 peut obtenir une surface très lisse grâce à l’érosion.
1.2344 Modifications dimensionnelles
Comme les autres aciers à outils, l’acier à outils 1.2344 conserve mieux ses dimensions lorsqu’il est durci à la température de trempe exacte. En cas de surchauffe, le matériau a tendance à rétrécir après le revenu, ce qui doit donc être évité.
1.2344 Traitement cryogénique
L’acier à outils 1.2344 peut être traité à des températures inférieures à zéro. Au lieu d’être trempé après durcissement, le matériau est refroidi et maintenu à des températures inférieures à zéro afin de transformer l’austénite résiduelle en martensite.
Outre une structure de carbure affinée, les avantages pour le 1.2344 sont une dureté et une résistance à l’usure accrues, ainsi qu’une meilleure stabilité dimensionnelle. Afin d’éliminer les tensions nouvellement introduites, le traitement cryogénique doit être suivi d’un revenu, comme décrit ci-dessus.
1.2344 Forgeage
Le matériau est chauffé lentement et uniformément à une température comprise entre 1035 et 1120 °C. Lors du forgeage de ce matériau, la température ne doit pas descendre en dessous de 900 °C. Il peut être ramené à la température de forgeage si nécessaire.
Refroidissez lentement les pièces petites et simples dans de la chaux. Les pièces plus grandes doivent être refroidies uniformément dans un four chauffé à une température de 790 °C, puis éteignez le four et laissez les pièces refroidir lentement.
Notez qu’il ne s’agit pas ici d’un recuit ; le recuit doit être effectué après le refroidissement des pièces forgées.
1.2344 Soudage
Le soudage de l’acier à outils permet d’obtenir de bons résultats si les précautions nécessaires sont prises (augmentation de la température de travail, préparation de l’assemblage, choix des métaux d’apport et du procédé de soudage). Si les pièces sont polies ou photogravées, il est nécessaire d’utiliser un type d’électrode approprié avec une composition adaptée.
















